
Tour an Active Construction Site
Kevin Howe, IntelliFInishing Project Manager, just finished the setup on IntelliFinishing’s latest project installation. During the construction process he took us on a brief tour.
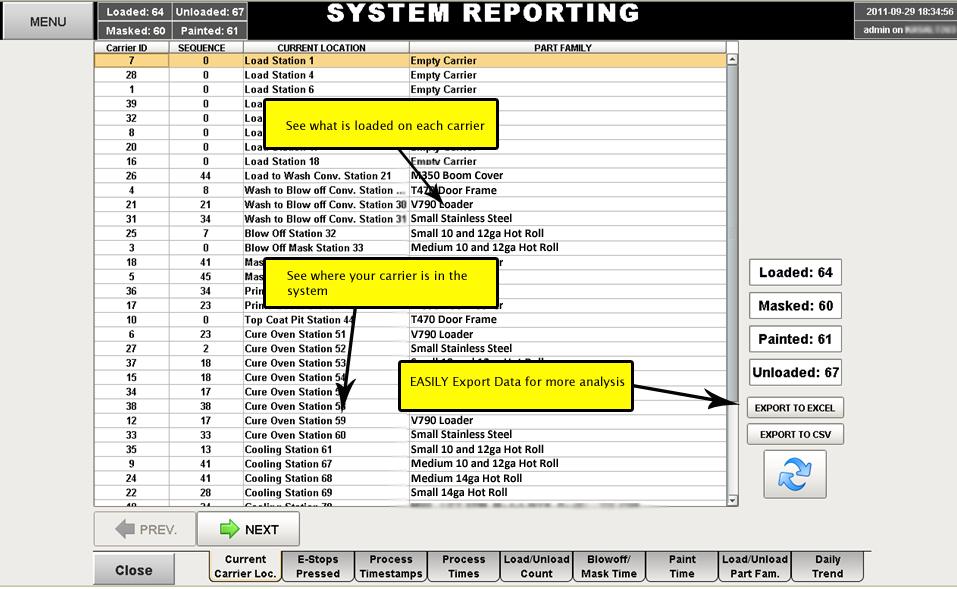
Using Big Data To Track Your Parts
Production data is key to making sure your system is efficient and profitable. Konnection software turns your data into easy to read graphs detailing the information you have in a reviewable database created by your real-time production.
A Plan for Every Part
…an IntelliFinishing system offers capabilities in ONE LINE that would take MULTIPLE LINES for traditional systems. Customers have been amazed at what can be accomplished with layouts that are not limited by a one-way, one-speed conveyor.

Part II: Changing the “Game”! – Improving Paint System Design
Imagine if you could only drive your vehicle in the forward direction, at one speed which is based on the vehicle driving in front of you…this scenario limits your abilities to get where you want to go. So why have a finishing system with that same limitation?
Part I: Changing the “Game”! – Improving Paint System Design
Once you understand the IntelliFinishing system, it will shatter your preconceived notions and known limitations of what a paint finishing system has been.
A “Chainless” Power & Free Conveyor?
The separate motors also turn off and on the individual conveyor sections when there is a part present making this system more energy efficient because the full system isn’t always running, only the process areas being used at the given time.
What is a Recipe-Based Finishing System?
There is no longer a need for batching your whole line with like parts to get quality.
