 https://intellifinishing.com/wp-content/uploads/2025/06/temp-turning-corner-e1750706574738.jpg
228
200
marketing
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
marketing2025-06-23 14:24:292025-06-23 14:37:45How do IntelliFinishing Systems turn corners?
https://intellifinishing.com/wp-content/uploads/2025/06/temp-turning-corner-e1750706574738.jpg
228
200
marketing
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
marketing2025-06-23 14:24:292025-06-23 14:37:45How do IntelliFinishing Systems turn corners?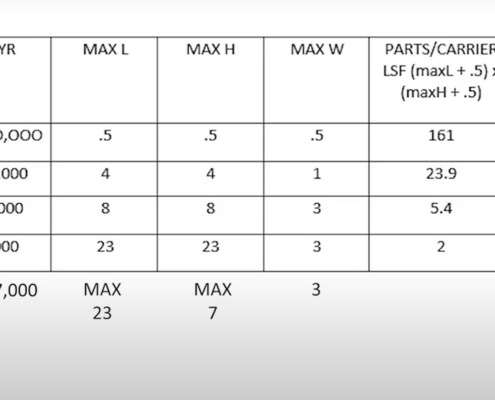 https://intellifinishing.com/wp-content/uploads/2025/06/Screenshot-2025-06-12-153645.jpg
793
1741
marketing
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
marketing2025-06-12 15:51:272025-06-19 15:37:32Navigating Industrial Finishing: The Art and Science of Estimating Capacity
https://intellifinishing.com/wp-content/uploads/2025/06/Screenshot-2025-06-12-153645.jpg
793
1741
marketing
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
marketing2025-06-12 15:51:272025-06-19 15:37:32Navigating Industrial Finishing: The Art and Science of Estimating Capacity https://intellifinishing.com/wp-content/uploads/2025/04/auto.jpg
600
1034
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-06-19 15:39:47IntelliFinishing is a part of Kasa
https://intellifinishing.com/wp-content/uploads/2025/04/auto.jpg
600
1034
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-06-19 15:39:47IntelliFinishing is a part of Kasa https://intellifinishing.com/wp-content/uploads/2025/04/part-window.jpg
365
980
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:04How Important is Part Window in a Finishing System?
https://intellifinishing.com/wp-content/uploads/2025/04/part-window.jpg
365
980
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:04How Important is Part Window in a Finishing System? https://intellifinishing.com/wp-content/uploads/2025/04/steel-ibeams.jpg
1333
2000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:04Steel Prices and the Impact on Finishing Systems
https://intellifinishing.com/wp-content/uploads/2025/04/steel-ibeams.jpg
1333
2000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:04Steel Prices and the Impact on Finishing Systems https://intellifinishing.com/wp-content/uploads/2025/04/maytag-IF-scott.jpg
866
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:07Delivering Responsive 24/7 Support
https://intellifinishing.com/wp-content/uploads/2025/04/maytag-IF-scott.jpg
866
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:07Delivering Responsive 24/7 Support https://intellifinishing.com/wp-content/uploads/2025/04/scada.jpg
699
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:09SCADA and Finishing Systems: Gathering Real-Time Data and What to Do with It
https://intellifinishing.com/wp-content/uploads/2025/04/scada.jpg
699
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:09SCADA and Finishing Systems: Gathering Real-Time Data and What to Do with It https://intellifinishing.com/wp-content/uploads/2025/04/batteries-not-included.jpg
426
754
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:11*Batteries Not Included: Explore What Comes with Automated Finishing Systems Before You Purchase
https://intellifinishing.com/wp-content/uploads/2025/04/batteries-not-included.jpg
426
754
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:11*Batteries Not Included: Explore What Comes with Automated Finishing Systems Before You Purchase https://intellifinishing.com/wp-content/uploads/2025/04/par-for-the-course.jpg
798
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:11Changing Course Is Par for the Course
https://intellifinishing.com/wp-content/uploads/2025/04/par-for-the-course.jpg
798
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:11Changing Course Is Par for the Course https://intellifinishing.com/wp-content/uploads/2025/04/jr-wheel.jpg
648
800
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:13Endless Flexibility, Huge Competitive Advantage
https://intellifinishing.com/wp-content/uploads/2025/04/jr-wheel.jpg
648
800
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:13Endless Flexibility, Huge Competitive Advantage https://intellifinishing.com/wp-content/uploads/2025/04/faq.jpg
703
1400
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:14FAQ2: More In-Depth Answers to Common IntelliFinishing Questions
https://intellifinishing.com/wp-content/uploads/2025/04/faq.jpg
703
1400
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:14FAQ2: More In-Depth Answers to Common IntelliFinishing Questions https://intellifinishing.com/wp-content/uploads/2023/04/throughput.jpg
523
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:16Defining Throughput Needs is a Must before Designing a Finishing System
https://intellifinishing.com/wp-content/uploads/2023/04/throughput.jpg
523
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:16Defining Throughput Needs is a Must before Designing a Finishing System https://intellifinishing.com/wp-content/uploads/2023/05/jr-racking2.jpg
437
800
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:16IntelliFinishing Systems and Part Density Go Together Like Eggs and Bacon, with Racking as the Gravy on Top
https://intellifinishing.com/wp-content/uploads/2023/05/jr-racking2.jpg
437
800
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:16IntelliFinishing Systems and Part Density Go Together Like Eggs and Bacon, with Racking as the Gravy on Top https://intellifinishing.com/wp-content/uploads/2023/08/cat-blade.jpg
399
600
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:16How IntelliFinishing Revolutionized Finishing Systems
https://intellifinishing.com/wp-content/uploads/2023/08/cat-blade.jpg
399
600
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:16How IntelliFinishing Revolutionized Finishing Systems https://intellifinishing.com/wp-content/uploads/2023/08/simulation.jpg
358
848
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:17IntelliFinishing Simulation: Optimizing Throughput for Large Finishing Systems
https://intellifinishing.com/wp-content/uploads/2023/08/simulation.jpg
358
848
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:17IntelliFinishing Simulation: Optimizing Throughput for Large Finishing Systems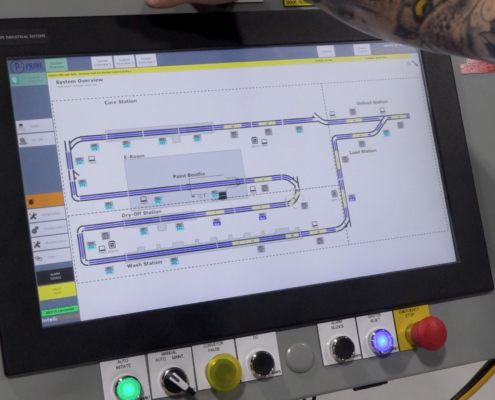 https://intellifinishing.com/wp-content/uploads/2025/04/if-hmi-smart-controls.jpg
1357
2299
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:17The IntelliFinishing Difference: The Power of Smart Controls in Finishing Systems
https://intellifinishing.com/wp-content/uploads/2025/04/if-hmi-smart-controls.jpg
1357
2299
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:17The IntelliFinishing Difference: The Power of Smart Controls in Finishing Systems https://intellifinishing.com/wp-content/uploads/2024/05/hmi-operator-intellifinishing-sm.jpg
605
1080
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:20Prime Powder Coating featured in PCT Magazine
https://intellifinishing.com/wp-content/uploads/2024/05/hmi-operator-intellifinishing-sm.jpg
605
1080
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:08:032025-04-24 11:08:20Prime Powder Coating featured in PCT Magazine https://intellifinishing.com/wp-content/uploads/2025/04/Meet-IntelliFinishings-247-Service-Team.jpg
854
1280
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:27Always On-Call: Meet IntelliFinishing’s 24/7 Service Team
https://intellifinishing.com/wp-content/uploads/2025/04/Meet-IntelliFinishings-247-Service-Team.jpg
854
1280
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:27Always On-Call: Meet IntelliFinishing’s 24/7 Service Team https://intellifinishing.com/wp-content/uploads/2025/04/Save-Hundreds-of-Thousands-on-Operational-Costs-with-IntelliFinishing.jpg
864
1280
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:29Save Hundreds of Thousands on Operational Costs with IntelliFinishing
https://intellifinishing.com/wp-content/uploads/2025/04/Save-Hundreds-of-Thousands-on-Operational-Costs-with-IntelliFinishing.jpg
864
1280
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:29Save Hundreds of Thousands on Operational Costs with IntelliFinishing https://intellifinishing.com/wp-content/uploads/2025/04/For-Finishing-Systems-Smart-Controls-Are-A-Smart-Idea.jpg
1181
2463
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:31For Finishing Systems, Smart Controls Are A Smart Idea
https://intellifinishing.com/wp-content/uploads/2025/04/For-Finishing-Systems-Smart-Controls-Are-A-Smart-Idea.jpg
1181
2463
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:31For Finishing Systems, Smart Controls Are A Smart Idea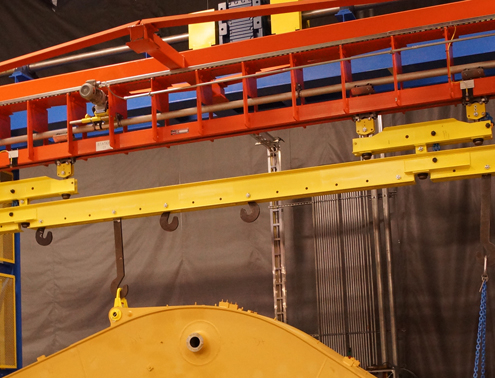 https://intellifinishing.com/wp-content/uploads/2025/04/large-parts-belt-motor.jpg
378
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:33IntelliFinishing System Maintenance from the Customer Perspective
https://intellifinishing.com/wp-content/uploads/2025/04/large-parts-belt-motor.jpg
378
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:33IntelliFinishing System Maintenance from the Customer Perspective https://intellifinishing.com/wp-content/uploads/2025/04/mri-overview-1.png
474
839
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:34High-Quality, Flexible Automated Finishing System
https://intellifinishing.com/wp-content/uploads/2025/04/mri-overview-1.png
474
839
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:34High-Quality, Flexible Automated Finishing System https://intellifinishing.com/wp-content/uploads/2025/04/mri-testimonial-1.png
474
840
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:40Customer Testimonial – Extremely Satisfied
https://intellifinishing.com/wp-content/uploads/2025/04/mri-testimonial-1.png
474
840
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:40Customer Testimonial – Extremely Satisfied https://intellifinishing.com/wp-content/uploads/2025/04/loadtrail.jpg
562
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:46How IntelliFinishing Shuttle Systems Address Unique Manufacturing Challenges
https://intellifinishing.com/wp-content/uploads/2025/04/loadtrail.jpg
562
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:46How IntelliFinishing Shuttle Systems Address Unique Manufacturing Challenges https://intellifinishing.com/wp-content/uploads/2025/04/mri4.jpg
492
750
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:46Case Study: Boost Flexibility, Quality and More with IntelliFinishing
https://intellifinishing.com/wp-content/uploads/2025/04/mri4.jpg
492
750
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:46Case Study: Boost Flexibility, Quality and More with IntelliFinishing https://intellifinishing.com/wp-content/uploads/2025/04/intellifinishing-system.jpg
499
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:47Flexible Finishing Systems with Proven Technology
https://intellifinishing.com/wp-content/uploads/2025/04/intellifinishing-system.jpg
499
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:47Flexible Finishing Systems with Proven Technology https://intellifinishing.com/wp-content/uploads/2025/04/pct-cover-June2020.jpg
833
615
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:48Finishing Systems & Statistics – Feature Article in PCT
https://intellifinishing.com/wp-content/uploads/2025/04/pct-cover-June2020.jpg
833
615
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:48Finishing Systems & Statistics – Feature Article in PCT https://intellifinishing.com/wp-content/uploads/2025/04/inhouse-vs-outsource.jpg
662
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:49Finishing: Outsourcing vs In-House
https://intellifinishing.com/wp-content/uploads/2025/04/inhouse-vs-outsource.jpg
662
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:49Finishing: Outsourcing vs In-House https://intellifinishing.com/wp-content/uploads/2025/04/dive-in.jpg
800
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:49Why Invest in a New Finishing System?
https://intellifinishing.com/wp-content/uploads/2025/04/dive-in.jpg
800
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:49Why Invest in a New Finishing System? https://intellifinishing.com/wp-content/uploads/2025/04/shutterstock_573520744-sm.jpg
1200
1800
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:51How to Double the Throughput Capacity of an Automated Finishing System
https://intellifinishing.com/wp-content/uploads/2025/04/shutterstock_573520744-sm.jpg
1200
1800
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:51How to Double the Throughput Capacity of an Automated Finishing System https://intellifinishing.com/wp-content/uploads/2025/04/jr-booth-addition-banner.jpg
349
990
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:53JR Custom Metal Products Further Elevates Operations and Efficiency with IntelliFinishing System
https://intellifinishing.com/wp-content/uploads/2025/04/jr-booth-addition-banner.jpg
349
990
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:53JR Custom Metal Products Further Elevates Operations and Efficiency with IntelliFinishing System https://intellifinishing.com/wp-content/uploads/2025/04/planning-delays.jpg
568
900
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:54The Best Laid Plans of Mice and Engineers
https://intellifinishing.com/wp-content/uploads/2025/04/planning-delays.jpg
568
900
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:54The Best Laid Plans of Mice and Engineers https://intellifinishing.com/wp-content/uploads/2025/04/part-density-bus.jpg
848
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:55How to Increase Part Density, Reduce Sway and More with VFD Controlled Carriers
https://intellifinishing.com/wp-content/uploads/2025/04/part-density-bus.jpg
848
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:55How to Increase Part Density, Reduce Sway and More with VFD Controlled Carriers https://intellifinishing.com/wp-content/uploads/2025/04/abcs-of-vfds.jpg
523
926
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:56The ABCs of VFDs (Variable Frequency Drives)
https://intellifinishing.com/wp-content/uploads/2025/04/abcs-of-vfds.jpg
523
926
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:56The ABCs of VFDs (Variable Frequency Drives) https://intellifinishing.com/wp-content/uploads/2025/04/hyster-robots.jpg
576
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:57The Advantages of Using Robots in Finishing with an IntelliFinishing System
https://intellifinishing.com/wp-content/uploads/2025/04/hyster-robots.jpg
576
1200
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:57The Advantages of Using Robots in Finishing with an IntelliFinishing System https://intellifinishing.com/wp-content/uploads/2025/04/if-system-banner.jpg
473
928
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:59When Should You take a Site Visit when Planning a New Finishing System?
https://intellifinishing.com/wp-content/uploads/2025/04/if-system-banner.jpg
473
928
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:07:59When Should You take a Site Visit when Planning a New Finishing System? https://intellifinishing.com/wp-content/uploads/2025/04/ir-ray.jpg
325
990
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:08:00Why Don’t More IntelliFinishing Systems Use IR Ovens?
https://intellifinishing.com/wp-content/uploads/2025/04/ir-ray.jpg
325
990
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:272025-04-24 11:08:00Why Don’t More IntelliFinishing Systems Use IR Ovens? https://intellifinishing.com/wp-content/uploads/2025/04/Smart-Controls-finishing-process.jpg
701
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:18Smart Controls: A Better, Faster, Smarter Finishing Process
https://intellifinishing.com/wp-content/uploads/2025/04/Smart-Controls-finishing-process.jpg
701
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:18Smart Controls: A Better, Faster, Smarter Finishing Process https://intellifinishing.com/wp-content/uploads/2025/04/IntelliFinishing-Leaves-Traditional-Finishing-in-the-Dust.jpg
400
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:19IntelliFinishing Leaves Traditional Finishing in the Dust
https://intellifinishing.com/wp-content/uploads/2025/04/IntelliFinishing-Leaves-Traditional-Finishing-in-the-Dust.jpg
400
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:19IntelliFinishing Leaves Traditional Finishing in the Dust https://intellifinishing.com/wp-content/uploads/2025/04/Infographic-Will-Help-You-Start-to-Determine-the-Best-Type-Automatic-Finishing-System-to-Consider.jpg
701
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:19Infographic Will Help You Start to Determine the Best Type Automatic Finishing System to Consider
https://intellifinishing.com/wp-content/uploads/2025/04/Infographic-Will-Help-You-Start-to-Determine-the-Best-Type-Automatic-Finishing-System-to-Consider.jpg
701
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:19Infographic Will Help You Start to Determine the Best Type Automatic Finishing System to Consider https://intellifinishing.com/wp-content/uploads/2025/04/Conveyor-System-Evolution-IntelliFinishing-Podcast.jpg
638
1346
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:19Conveyor System Evolution IntelliFinishing Podcast
https://intellifinishing.com/wp-content/uploads/2025/04/Conveyor-System-Evolution-IntelliFinishing-Podcast.jpg
638
1346
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:19Conveyor System Evolution IntelliFinishing Podcast https://intellifinishing.com/wp-content/uploads/2025/04/When-It-Comes-to-Finishing-Systems-Being-In-the-Know-Matters.jpg
640
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:20When It Comes to Finishing Systems, Being “In the Know” Matters
https://intellifinishing.com/wp-content/uploads/2025/04/When-It-Comes-to-Finishing-Systems-Being-In-the-Know-Matters.jpg
640
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:20When It Comes to Finishing Systems, Being “In the Know” Matters https://intellifinishing.com/wp-content/uploads/2025/04/Introducing-The-Pathfinder-–-A-Complete-Automated-and-Affordable-Flexible-Powder-Finishing-System.jpg
640
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:20Introducing The Pathfinder – A Complete, Automated and Affordable Flexible Powder Finishing System
https://intellifinishing.com/wp-content/uploads/2025/04/Introducing-The-Pathfinder-–-A-Complete-Automated-and-Affordable-Flexible-Powder-Finishing-System.jpg
640
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:20Introducing The Pathfinder – A Complete, Automated and Affordable Flexible Powder Finishing System https://intellifinishing.com/wp-content/uploads/2025/04/Dont-Miss-Our-Presentation-on-Automated-Finishing-Systems-at-FABTECH-2018.jpg
358
980
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:21Don’t Miss Our Presentation on Automated Finishing Systems at FABTECH 2018
https://intellifinishing.com/wp-content/uploads/2025/04/Dont-Miss-Our-Presentation-on-Automated-Finishing-Systems-at-FABTECH-2018.jpg
358
980
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:21Don’t Miss Our Presentation on Automated Finishing Systems at FABTECH 2018 https://intellifinishing.com/wp-content/uploads/2025/04/IntelliFinishing-Partnership-with-Caterpillar-Continues-to-Deliver-Results.jpg
664
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:21IntelliFinishing Partnership with Caterpillar Continues to Deliver Results
https://intellifinishing.com/wp-content/uploads/2025/04/IntelliFinishing-Partnership-with-Caterpillar-Continues-to-Deliver-Results.jpg
664
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:21IntelliFinishing Partnership with Caterpillar Continues to Deliver Results https://intellifinishing.com/wp-content/uploads/2025/04/John-Claman-video-thumbnail.png
327
313
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:21Flexible Finishing? It’s possible with IntelliFinishing! – Podcast
https://intellifinishing.com/wp-content/uploads/2025/04/John-Claman-video-thumbnail.png
327
313
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:21Flexible Finishing? It’s possible with IntelliFinishing! – Podcast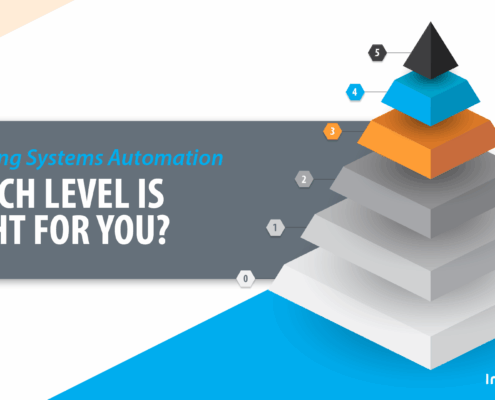 https://intellifinishing.com/wp-content/uploads/2025/04/Finishing-Systems-Automation-Which-Level-Is-Right-for-You.png
1080
1920
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:22Finishing Systems Automation: Which Level Is Right for You?
https://intellifinishing.com/wp-content/uploads/2025/04/Finishing-Systems-Automation-Which-Level-Is-Right-for-You.png
1080
1920
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:22Finishing Systems Automation: Which Level Is Right for You? https://intellifinishing.com/wp-content/uploads/2025/04/overview-of-system.jpg
667
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:22IntelliFinishing Designs Flexible, Modern Powder Coating System for Metal Fabricator, Reducing Costs and Improving Quality
https://intellifinishing.com/wp-content/uploads/2025/04/overview-of-system.jpg
667
1000
Justin Smith
https://www.intellifinishing.com/wp-content/uploads/2024/12/logo.png
Justin Smith2025-04-24 11:07:182025-04-24 11:07:22IntelliFinishing Designs Flexible, Modern Powder Coating System for Metal Fabricator, Reducing Costs and Improving Quality