The Proof’s in the Satisfaction: Customers Praise IntelliFinishing’s Maintenance
At IntelliFinishing, we believe there’s no better indicator of success and positive results than the satisfaction and happiness of our valued customers.
While our decades of experience and industry-leading finishing systems set us apart, it’s all for naught if we can’t ensure that each and every system is operating up to our lofty standards far beyond initial installation.
Is friction tube technology more difficult to maintain? How much benefit is there when compared to traditional power and free finishing systems? To answer these questions and more, we’ll look at how a few of our customer’s describe their IntelliFinishing post-purchase maintenance experience.
Plant Manager – Construction Truck OEM, Kentucky, Powder
“In the two years we’ve been running, I think we’ve only had one failure on the track. A motor went out, but we keep a spare, and we had it changed out in less than an hour.
It’s honestly been eerily quiet compared to our old line. Initially, we had concerns about maintenance for friction tube technology and felt like there was risk for issues, but that hasn’t been the case.
For me, personally…
I think it’s underestimated how much of a difference there is between the systems (IntelliFinishing vs P&F) in terms of component wear and impact.
On continuous and P&F lines, the chains are always on, and the carriers are constantly engaging and disengaging.
With IntelliFinishing, everything accelerates and decelerates, so there isn’t impact loading on any of those components, and they only operate when needed.
It’s just a different ballgame on the maintenance front than it used to be for us.”
Special Projects Manager – Conveyor OEM, Arkansas, Powder
“We have over 100 drives on our current system – the original system had 96.
Although we have had a couple of motors go out, they are easy to change out – it takes less than 20 minutes. We usually keep three or four in stock.
Overall, we are very pleased with the system. We have had record growth each year since our start-up.”
Continuous Improvement Leader – Industrial HVAC Equipment OEM, North Carolina, Powder
“We have not had any maintenance concerns or problems.
Our maintenance department does perform scheduled PMs, and our system runs all three shifts five to six days a week with no issues.
The only thing I can think of in the five years that we have had an IntelliFinishing system is just keeping the wheels on the carriers that make contact with the aluminum rollers checked, as they will wear out, but that’s not a big deal.”
Owner – Custom Coater, Kansas, Liquid
(NOTE: This is a smaller system using belt drives, not chain drives as are used in heavier weight systems.)
“The maintenance on the motor itself is negligible. We have not replaced any of our motors since our installation in late 2015.
Obviously, the speed the motors are run at, along with the hours per day, will have an impact on this. We are running first shift, and our motors run no faster than 30fpm.
 We have replaced belts on regular scheduled maintenance and have only had one time since 2015 when we had a belt completely fail and come apart. As the system is designed, however, we were able to cut the belt free and continue running on three belts.
We have replaced belts on regular scheduled maintenance and have only had one time since 2015 when we had a belt completely fail and come apart. As the system is designed, however, we were able to cut the belt free and continue running on three belts.
We replaced the broken belt at a scheduled maintenance interval. … As with anything mechanical, things can fail, but we have found the equipment with the IntelliFinishing system to be pretty robust.
As long as you monitor the trolley wheels and the motor belts, the maintenance on the drive system will be very minimal and easily scheduled.”
Manufacturing Engineer – Paint – Major Heavy Equipment OEM, Arkansas, Liquid
“I am very pleased with the reliability of the IntelliFinishing system, and the motors have not been an issue for us ever since we installed a surge protector. That would be the only thing I would recommend to do.”
Engineer – Construction Equipment OEM, Kentucky, Powder
“I know there has been some maintenance involved in the carriers and conveyor, but it hasn’t been excessive.
I would just recommend that the design of the conveyor needs to keep maintenance in mind with their particular application. For instance, our carriers go through a shot blast, and there can be buildup of metal on the bearings.
This requires us to regularly remove the debris. We ended up modifying the design of the conveyor to accommodate how and where the maintenance team wanted to perform maintenance. I’d suggest polling the maintenance team during the design.
Our cycle time is relatively high at 20 minutes per station, so we were able to complete most maintenance tasks in-line without removing a carrier.”
Maintenance Technician, Engineer – Construction Equipment OEM, Kentucky, Powder
“To be honest, I think this system is easy to maintain. Changing out drive tubes and bearings is a breeze, and, depending on the configuration, it can take less than five minutes.
It does seem overwhelming, at first, with all of the motors, but we haven’t had any issues with the motors and gear box assemblies at all. Once you learn how to program and address the VFDs for the motors, that is also a quick repair.
The new eight-point bearing assembly has held up well versus the old four-point style bearings.
The tech support for IntelliFinishing versus the other vendors on our system have been hands down the best. They answer the phone at all hours of the day or night, including weekends.
If there wasn’t a shot-blast system involved with this system, I’m positive this system’s drive tube, drive tube bearings and carrier bearing assemblies would last a lot longer than ours.”
(NOTE: The shot-blast issue addressed in this response haven’t been observed with other in-line shot blasts, and IntelliFinishing was able to provide lasting fixes for this customer.)
Process Design, Hydraulic Cylinder OEM, Nebraska, Liquid
“Coming from a long maintenance background, I, too, was concerned with all the moving parts. I was and still am a strong influence in (our company’s) decision-making, but my maintenance concerns were easily outweighed by all of the advantages that come with the IntelliFinishing conveyor.
The (company) demands of weight and density, along with a fixed footprint, challenged the conveyor weight capacity and forced the layout design to use a bias section of conveyor through our curing oven. We taxed the drive rollers and drive belts in the early days of startup. IntelliFinishing stuck to it, changing some gear ratios, powered corners, drive roller pressure, limit switch relocation and some frequency tweaks until the line was running smoothly.
It was thru this tune-up period that damage had been done to the drive spines, poly corners and quite a number or fractured drive rollers caused by the carrier stalls in the bias line oven.
It appeared my concerns of high maintenance were real, but (company) worked hard with IntelliFinishing to set up a solid maintenance program for the line. Not knowing just what to expect, we replaced all of the damaged parts and inspected everything on a regular basis.
We have been running steady now for nearly six years and, with a few small exceptions, drive belt inspection and tension is generally all we have to act on. This system runs so smooth, quiet and trouble-free that it’s easy to forget about, and we tend to take it for granted.”
The Power of IntelliFinishing
It’s evident from these testimonials that the IntelliFinishing difference extends far beyond the actual solutions themselves, and into the realms of service and maintenance.
To learn more about the IntelliFinishing system and our capabilities, visit www.intellifinishing.com.
 The MRI system features a 20-foot carrier and shuttle on the left-hand side of the system for transporting products from the load area, through an automatic and integrated sliding door into their unheated and uncooled added manufacturing space where automatic washing, dry-off and curing processes occur.
The MRI system features a 20-foot carrier and shuttle on the left-hand side of the system for transporting products from the load area, through an automatic and integrated sliding door into their unheated and uncooled added manufacturing space where automatic washing, dry-off and curing processes occur.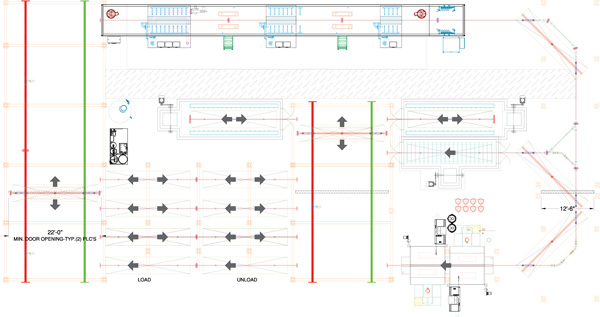 Not all of MRI’s parts require finishing. They also use the system to just wash and dry metal parts that will be unfinished in the final assembled monitors. This greatly improves the overall quality of their sets by removing unwanted dust and oils – a process they used to do by hand.
Not all of MRI’s parts require finishing. They also use the system to just wash and dry metal parts that will be unfinished in the final assembled monitors. This greatly improves the overall quality of their sets by removing unwanted dust and oils – a process they used to do by hand. 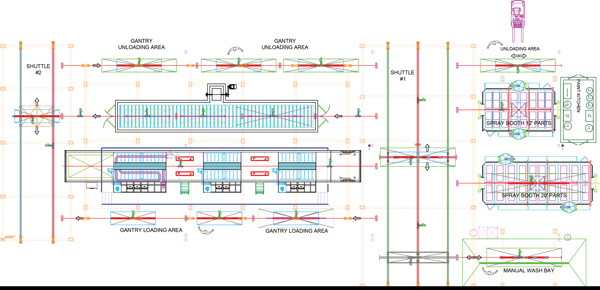 Depending on the size of the part, there are different flow paths through the system. This is caused because one of the two shuttles allows part only up to about half the size of the other shuttle. Since the majority of their parts are at or below 12-ft. in length, after being loaded in the loading lane, carriers proceed to the left onto a shuttle sized for up to 12-foot parts. This shuttle moves laterally from the loading lane to line up with the wash booth lane. From there the carrier can back up off the shuttle moving from left to right and go through a multi-stage automated wash booth lane. After wash, carriers flow onto a larger right side of the system shuttle and into one of their two liquid spray booths. After being coated, items back out of their respective booths and onto the larger shuttle again. The shuttle transports the parts laterally again up to the cure oven lane where they leave the shuttle and flow into the final cure oven. At this step, each carrier can have its own oven timing setting to maximize force cure quality, while eliminating chances of under or over curing products. Cure time is controlled by the system recipe selected at load per carrier. After curing, the carriers move once again to the first shuttle and laterally again up to the unload lane for final unload and the consequential return of the carrier via the large secondary shuttle back to the load area lane on the other side of the system.
Depending on the size of the part, there are different flow paths through the system. This is caused because one of the two shuttles allows part only up to about half the size of the other shuttle. Since the majority of their parts are at or below 12-ft. in length, after being loaded in the loading lane, carriers proceed to the left onto a shuttle sized for up to 12-foot parts. This shuttle moves laterally from the loading lane to line up with the wash booth lane. From there the carrier can back up off the shuttle moving from left to right and go through a multi-stage automated wash booth lane. After wash, carriers flow onto a larger right side of the system shuttle and into one of their two liquid spray booths. After being coated, items back out of their respective booths and onto the larger shuttle again. The shuttle transports the parts laterally again up to the cure oven lane where they leave the shuttle and flow into the final cure oven. At this step, each carrier can have its own oven timing setting to maximize force cure quality, while eliminating chances of under or over curing products. Cure time is controlled by the system recipe selected at load per carrier. After curing, the carriers move once again to the first shuttle and laterally again up to the unload lane for final unload and the consequential return of the carrier via the large secondary shuttle back to the load area lane on the other side of the system. Load Trail had a significant challenge finishing its agricultural trailers. The trailers range in size from 24 to 53 feet in length and weigh up to 10,000 lbs. To help them solve the problem of powder coating these trailers and to streamline their finishing, we installed a
Load Trail had a significant challenge finishing its agricultural trailers. The trailers range in size from 24 to 53 feet in length and weigh up to 10,000 lbs. To help them solve the problem of powder coating these trailers and to streamline their finishing, we installed a 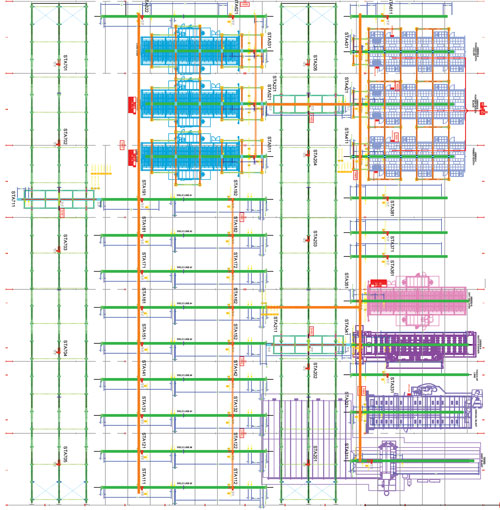 the shuttle, it allows for a massive system, but one that still saves space because it does not require any bulb turns or return sections of chain track.
the shuttle, it allows for a massive system, but one that still saves space because it does not require any bulb turns or return sections of chain track.  Manufacturing Resources International designs, engineers and fabricates BoldVu® LCD displays, maintaining the industry’s largest install base of outdoor LCDs with deployments in over 50 cities around the globe.
Manufacturing Resources International designs, engineers and fabricates BoldVu® LCD displays, maintaining the industry’s largest install base of outdoor LCDs with deployments in over 50 cities around the globe. The system can handle parts up to twenty feet long by five feet wide by eight feet tall, and up to 800 pounds per loadbar.
The system can handle parts up to twenty feet long by five feet wide by eight feet tall, and up to 800 pounds per loadbar. The addition of an IntelliFinishing system has brought a wide range of benefits to MRI’s operation, including:
The addition of an IntelliFinishing system has brought a wide range of benefits to MRI’s operation, including: Wash recipes allow for different types of metals or parts with different pretreatment requirements to each have their own
Wash recipes allow for different types of metals or parts with different pretreatment requirements to each have their own 