Every industry, from Education to Security, seeks innovation that provides both quality and flexibility. But for some, especially custom shops that deal with varied products, this can be a challenge. However, one solution has emerged as a turning point in the market—IntelliFinishing.
The New Definition of Flexibility
IntelliFinishing provides a new level of customization that hasn’t been seen before in the industry. With the capability of moving conveyors at variable speeds, changing lanes, and the ability to expand later, the IntelliFinishing system is changing the game for businesses that rely on flexibility to meet the diverse needs inherent in finishing their products.
Smaller Footprint, Larger Impact
Aside from flexibility, what sets IntelliFinishing apart is its compact system. Often, larger systems not only demand more space but also higher costs for constructing and maintaining a bigger facility. IntelliFinishing, with its unique ability to move backward, often saves floor space and enhances operational efficiency. Users have reported saving up to 50% on floor space compared to using larger, competitive systems.
Future-Proofing Your Operations
With the ever-increasing demand for products, many intelligent businesses have a need for future modifications and upgrades for their finishing system. The modular nature of IntelliFinishing makes it easy to add components down the line, promising ‘plug and play’ ease during expansion projects. The result is the uninterrupted operation of the system while additional throughput capacity or improved process steps, leading to higher productivity, better quality, and profitability.
Uncompromising Quality Control
At the end of the day, no business wants to compromise quality for the sake of efficiency or cost savings. The quality finishes that IntelliFinishing systems provide is usually far superior compared to outsourced services. Improved gloss, uniformity, thickness, and adhesion are among the benefits businesses expect when they choose IntelliFinishing.
Operational Efficiency
Technology should enhance efficiency, not hinder it. The IntelliFinishing system offers a solution that eases operations and improves productivity. With the ability to adjust carrier speed per section of track and based on recipe requirements, as well as the ability to catch up to downstream carriers on many of our production lines, IntelliFinishing is helping businesses finish more product in less time. Making up for gaps in the line and the ability to increase part density due to a smooth and quite conveyor system, along with low downtime are just a few ways IntelliFinishing adds to operational efficiency.
Smart and Energy-Efficient
The IntelliFinishing system is designed to be energy-efficient. Its smart features enable it to spray water only when there are parts present in each stage of the wash. Each section’s motor (usually 1/2 hp to 1 hp) only run when carriers are available to be moved. And, perhaps most importantly, our systems use ovens that usually feature a split top construction. This means the conveyor, the part carrier, and the conveyor support structure is outside of the ovens. Combined with a unique air knife design that helps seal in the heat from above and usually doors at the entrance and exits of the ovens, energy savings of 30 to 40% per hour of operation are common. It’s not just about cutting costs; it’s about maximizing resources and reducing waste.
In conclusion, IntelliFinishing offers not just an efficient way of handling diverse products in a compact footprint, it also ensures quality in every step of the process through a carrier per recipe approach, establishing itself as an attractive solution for businesses looking for flexible, quality-controlled, and efficient operations.
Experience the difference and flexibility IntelliFinishing has to offer. Visit our website at www.IntelliFinishing.com and begin the journey of improving your operations today. Or contact John Claman at jclaman@intellifinishing.com or by cell phone at 785-577-9104.
https://intellifinishing.com/wp-content/uploads/2025/04/jr-wheel.jpg648800marketinghttps://www.intellifinishing.com/wp-content/uploads/2024/12/logo.pngmarketing2025-07-24 16:15:382026-03-02 12:40:28Discovering Flexibility and Quality with IntelliFinishing
Have you ever wondered how the IntelliFinishing conveyor navigates corners? It’s a question that comes up surprisingly often. This mystery lies at the core of the unique material handling conveyor we use to build IntelliFinishing systems, which is why we are here to unravel it.
The Power Behind Turning Corners
The first method we have for turning corners involves using the design feature of having both front and rear trolleys on every carrier in an IntelliFinishing system. Carriers will, at minimum, have two trolleys, but they could also be designed to have four trolleys (called dual and quad trolley carriers, respectively. It’s even possible to have three trolley carriers with two trolleys on one end of a carrier and one at the other end. Each trolley consists of spring-loaded, cantilevered friction wheels (4 per trolley) made of synthetic rubber that press upward upon an aluminum tube that can be spun using small motors and drive belts. The friction between the tubes and the friction wheels transports the trolley forward or backward, depending on the direction of rotation of the spinning tube. The action has often been compared to worm drives, but without gears, relying only on the friction to provide the force requirements.
However, most of the time, we don’t have a powered spinning tube in the corners of our system layouts. Instead, front trolleys of a carrier are powered to move off the end of a straight section of friction tube, and then coast around the support track corner, powered only by the back trolleys, before hitting another section of straight friction tube after the turn. Then the front trolleys pull the back trolleys around the unpowered corner. It’s deceptively simple! That said, the turns do have to be designed based on the length of the carrier, the turn radius required, and the other dimensions of the product, especially the width to prevent collisions with support structures or other equipment.
Flexibility through Innovation
Sometimes, especially for our lightweight 500 series, we do power the corners. The corner can be “powered” by rotating a flexible synthetic rubber tube through the movement of the carrier instead of an aluminum tube. With the ability to flex right around corners while spinning, it adds force to the turn, which is sometimes required for lighter-weight products hung on this relatively lightweight conveyor. Just note: even our lightest weight conveyor, the 500 series, can transport products up to about 1,000 pounds per carrier, so it’s not “light-weight” compared to many chain-based monorail conveyors.
Cornering with Deadhead Turns and Shuttles
Another option we have for 180-degree turns, which are unique compared to chain-based conveyors, is to use deadhead turns instead of two 90-degree turns. With a deadhead turn, the carrier is taken to the end of a straight track and stopped. It is then reversed in direction and hits a 45-degree switch turn to an adjacent track and then another 45-degree turn to join a parallel track line headed in the opposite direction. A deadhead turn is particularly useful for placing process equipment closer together compared to a traditional conveyor U-turn. This is one possible way for an IntelliFinishing system to shrink the total required footprint, saving manufacturers space for other revenue-generating activities.
Shuttles bring a different type of flexibility to our systems. A shuttle can move a whole section of the track assembly laterally or side to side. With shuttles, the carrier goes out onto the shuttle, then the whole track moves sideways to the next process, which could be right beside the last process or several processes away. Carriers have many options when traversing shuttles to go forward and backward into and out of multiple process options. Shuttles work more like hallways than traditional tracks and each process is just a “doorway” on either side of the shuttle. Shuttles are particularly good at helping to shrink system footprints and making processes more flexible.
Turning corners with IntelliFinishing’s material handling system offers greater design flexibility compared to traditional monorails or even compared to Power and Free conveyors. To learn more about the practical applications of our usual turns, our deadhead turns, and the use of laterally moving shuttles, on IntelliFinishing systems, we encourage you to browse our video collections at intellifinishing.com or watch this video: FAQ 12 – How Does it Turn Corners? – IntelliFinishing
Embracing the IntelliFinishing paradigm of conveyance through a finishing process allows for smooth turns, a high degree of part variety, variable processes, quieter operation, and enhanced productivity. Discover the edge of our unique material handling strategies today by exploring www.intellifinishing.com.
https://intellifinishing.com/wp-content/uploads/2025/06/temp-turning-corner-e1750706574738.jpg228200marketinghttps://www.intellifinishing.com/wp-content/uploads/2024/12/logo.pngmarketing2025-06-23 14:24:292025-06-23 14:37:45How do IntelliFinishing Systems turn corners?
Being an industrial manufacturing leader means making informed decisions to streamline operations. This is no different when it comes to selecting and implementing a new finishing system. But how can a company determine the required system capacity? The answer lies in understanding your unique product mix and the capabilities of modern conveyorized systems like IntelliFinishing.
Diverse Product Mix? No Problem
Industrial manufacturing can involve an assortment of products of varying sizes and shapes. A single conveyorized finishing system, traditionally gauged by its feet per minute capacity, often poses difficulties in accommodating such product diversity. IntelliFinishing is a versatile finishing system that adapts more easily to a broad range of products, from small components to heavy oversized machinery parts.
Carriers Per Hour: A New Metric for Estimating Capacity
The traditional ‘feet per minute’ evaluation used by traditional monorail systems isn’t as
relevant for IntelliFinishing systems because we can move carriers at different speeds when needed, from full-stop to speeds as high as 40 or even 65 fpm in non-process areas (and depending on the system series, with the heavier systems tending to move a little slower). IntelliFinishing bases its capacity measurements on carriers per hour and average parts per carrier. This measure accounts for the fact that different carriers can travel at different speeds per section and around the track. Carrier per-hour calculations consider your total output requirements, not just linear feet per minute. So, how can you anticipate the number of carriers your system will need to handle in an hour?
Calculating Parts Per Hour
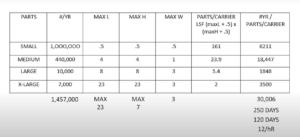
Calculating carriers per hour starts with calculating average parts per hour. If you have the means to estimate how many specific parts the system will need to finish with part dimension data per part, you can, of course, use this detail to calculate carriers per hour to a very granular level. Unfortunately, many companies process many, many parts, and estimating how many of each part per hour can be quite difficult. Perhaps an easier way to consider the volume of total parts is to use a category approach of small, medium, large, and extra-large parts. Dimensional data could be “estimated” by using the dimensions of the largest composite “small” part, “medium part,” etc. This method tends to underestimate parts per carrier, thus building in additional system capacity while ensuring a worst-case dimension per part size category. Once you know the estimated yearly volume of parts per size category with maximum estimated lengths and heights of each part category, it’s simple math to determine the average linear square feet per part category, and from this estimate, the number of parts that can be hung on a carrier traversing the finishing system. Don’t forget to add some spacing around each part. The most common way to add this spacing is to add a half-foot of length and height, respectively, to each “max size estimate” per part size category. Divide the derived square foot required per part into the carrier’s linear square foot capacity, and you’ll have the number of parts that can potentially be loaded per carrier.
Predictive Analysis Guides Forward Planning
Estimating capacity is a dynamic process that should adapt to your company’s growth. Your data should also be forward-looking, incorporating projections for the next five to eight years.
Also, consider that the above calculations are assuming an ideal plant situation. You should consider what happens at your plant specifically. How smooth is the flow to the finishing system likely to be? Will there be gaps in wip available to be painted? To what degree will products need to be mixed on a carrier, causing variance in the average parts per carrier calculations? How about the customs at your plant? How likely is there to be gaps in manual operations during the day? As such, once you have a carrier per hour calculation, you might want to add to it a “fudge” factor. In other words, should you increase the CPH a bit to cover an imperfect plant? It’s not uncommon for companies to ask for systems ten to fifty percent faster than required, just to ensure they have enough capacity.
Scaling Finishing Operations With Confidence
Revolutionizing your finishing operations should not involve guesswork or leaps in logic. With a systematic method of calculating capacity, maximizing output, and future-proof planning, you can confidently scale your operations successfully, offering cost-effectiveness and efficiency in the long run.
Ready to optimize your finishing operations? Contact us at IntelliFinishing to discuss your needs and access a range of resources, including an automated spreadsheet that simplifies carrier capacity calculations and helps you evaluate your needs with precision.
https://intellifinishing.com/wp-content/uploads/2025/06/Screenshot-2025-06-12-153645.jpg7931741marketinghttps://www.intellifinishing.com/wp-content/uploads/2024/12/logo.pngmarketing2025-06-12 15:51:272025-06-19 15:37:32Navigating Industrial Finishing: The Art and Science of Estimating Capacity
Automation is Vast Industry and Kasa Plays a Small but Specific Role
The word automation has many different definitions. To some, automation may mean faster, better. To others, automation may mean higher productivity. To us, automation encompasses that and more. The International Society of Automation defines it as “the creation and application of technology to monitor and control the production and delivery of products and services.” And we absolutely agree.
While the automation industry is vast, Kasa Controls and Automation is proud to play a small role in the global industry. We believe the automation profession is not just about machines but about the people involved in the process of creating and applying revolutionary technology. Our outcomes are clear: produce and deliver products and services to the highest standards.
What is Industrial Automation?
Industrial automation uses set technologies and devices to operate and control industrial processes. With superior performance, industrial automation provides systems with safe, sustainable, and economical operations.
Often, industrial automation includes utilizing computer software or even robotics and can increase productivity while reducing costs. Industrial control systems allow users to operate locally or remotely, providing flexibility while ensuring quality.
At Kasa Controls and Automation we are automation experts, not process experts. We don’t focus on designing devices, making prototypes, or providing equipment. We do something more.
How We Fit
We know the systems. As experts, we automate the equipment provided by others and integrate material handling systems. While we aren’t a fit for everyone, we see the value we bring to others through our work.
Automation provides benefits to various industries, including manufacturing, transportation, utilities, and facility operations. Automation is often attributed to higher efficiency and productivity rates while encompassing improved safety mechanisms in the workplace.
Automation’s improved safety has been shown to help avoid and reduce injuries in the workplace by using data and quick communication outputs that allow the operator to adjust accordingly.
Automation also provides users with increased systems control, leading to faster product and data throughput, smarter accuracy, and system reliability.
We know that automation helps businesses improve. Human error can be the cause of an expensive or fatal mistake. Slip-ups happen, but most can be avoided. Automation provides more data input and output, which can decrease human error in the industry by delivering cross-referencing, complete synchronization, and repetitive computing.
Besides automating production and conveyorized systems, we can also help lower system costs. For example, businesses often assume high energy costs cannot be avoided. However, utilizing innovative controls and automation technology, which provides analytical capabilities along with data processing, facilities can manage their energy usage and costs more effectively. Accurate performance metrics are vital to analyzing energy usage. We’ve pioneered smart controls that provide communication and data about utility usage for the grain industry and other facilities. These data rich programs not only enhance understanding of utility usage, they can help operators or even the equipment itself cycle on in ways to avoid peak loads and other conditions that significantly increase monthly utility costs.
Kasa Controls and Automation also knows how to utilize our expertise and the benefits of automation to log preventative maintenance and help with predictive maintenance, which in turn can help prevent downtime. We help companies in a wide variety of industries to automate and improve throughput, reduce costs, enhance quality, and improve safety.
Automotive
The U.S. automobile industry is worth over $80 billion and accounts for roughly 3% of the U.S. GDP. Facilitating, managing, and producing cars plays a vital role in supporting the economy. An automotive manufacturing plant will often contain a wide variety of conveyors used to move the car body along mechanisms while it is in the building process.
At Kasa, we do not provide the conveyors or the equipment, but we know how to control these systems and tools using PLCs, HMIs, various software and other control equipment, so they do their jobs as intended. These controls help ensure the material or the car is handled safely and efficiently during the manufacturing process.
Grain
Grain facilities also rely on conveyor belts similar to the automotive industry to move commodities throughout their facilities. The plant needs to correctly choose the path the grain must follow in order to store it in the correct location to maximize the mix of grains and obtain the greatest potential profit for the facility. Since grain dust is also potentially explosive, all systems need to be closely monitored for safety. Kasa has created software to manage the entire operation of many grain facilities. Through that software we can integrate with the hazard monitoring systems common in today’s grain elevators. Our software communicates to and with each piece of equipment in the grain handling system to functionally operate at the correct time, in a safe manner, to move the grain to or from storage appropriately while removing the chances of errors common when these items are done manually without automation.
Kasa’s software helps prevent mixing commodities, alerts operators of potential dangers before significant damage, and allows systems to run automatically and often with less personnel in grain facilities from small to extremely large. We often also help reduce grain facility utility charges related to peak demand by sequencing on equipment so peak loads are diminished as well as other forms of utility monitoring.
Industrial Paint Systems (via IntelliFinishing)
Kasa’s dba IntelliFinishing is a complete conveyorized finishing systems provider. Our unique finishing system supplies new levels of automation to the industrial paint industry, including for powder coating and liquid painting applications. With IntelliFinishing, individual carriers of parts on the conveyor can operate independently of other carriers throughout the entire system. The system relies on smart control technology and our modular, friction-tube based, conveyor.
IntelliFinishing systems use carriers racked with parts to be painted that move throughout the system based on recipe instructions for each carrier. The recipes dictate how long a carrier will remain in each process throughout the system. Our smart control system dictates carrier speed, direction, and process steps at any point within the system. These capabilities mean that the system can slow down or stop in process areas and speed up in non-process zones. We can even direct parts to move along different pathways, backwards, or laterally depending on the conveyor design. Ultimately, this provides a system that can finish a much wider assortment of parts than traditional conveyorized options since each type of part is processed based on the recipe most appropriate for it, whereas traditional overhead conveyors rely on chains that link all parts hung together. Traditional finishing conveyors offer very little ability to change a part’s recipe.
IntelliFinishing systems are most popular within the metal finishing industry, and the system’s flexibility has allowed users to create products with the highest quality in finish, with higher throughput, and with the ability to change process or even grow the systems over time based on changing finishing needs.
Baggage Handling
Air travel and airports have an abundance of moving parts to their operation system – literally and figuratively. One important aspect of a trip is to make sure the customer’s belongings get to and from the right place at the right time.
Integrating our smart controls into baggage handling conveyor systems allows greater flexibility and automation in checking weight, baggage counting and sorting, and following rigorous security measures. Our unique design allows for a more manageable and productive system. This helps airport operations run more smoothly and travelers to receive their belongings on time.
Parcel
We recognize that thriving industries have many moving parts, and we’re here to help speed that along. Kasa Parcel Automation provides the operational controls for many parcel delivery and fulfillment industries. Our controls act as the brain behind the conveyors that control parcel movements and allow companies to streamline the conveyance of their inventory.
Our controls operate efficiently at high capacity, but they also help automate the sortation process, ensuring quality part or product distribution performance and on-time delivery.
Panel Build
At Kasa, we recognize the value of well-built, organized control panels in any controls or automation system. These systems cannot operate without the support of well-made control panels. Our 40,000-square-foot shop is dedicated to building panels. The panels used and implemented in automation combine PLC’s, VFD’s, I/O, comm devices, electrical and data wiring, and switch technologies to allow operators to control entire systems. We also build the HMI’s (Human Machine Interfaces) with touch-screen computer displays that are the means through which systems are operated by facility personnel.
Our panels are built with our customers in mind – we understand the importance of perfect detail, organized panels, labeled wiring and components, and safe operation using high voltage. Our panels meet with industry compliance standards and offer customization to meet the level of specifications required by even the most demanding of customer needs.
Why Kasa?
The automation world is vast, growing, and busy. Although Kasa plays only a modest part in that world, our expert knowledge and experience is vital to the industry.
Automotive, agricultural, industrial paint, baggage handling, parcel distribution, fulfillment centers, and panel build are just a few of the areas and industries that we have and will continue to help flourish.
We recognize automation is “more than meets the eye”. When done right, it seems…well, automatic and easy. At Kasa, we will continue to seek to revolutionize the automation industry by applying our custom designed smart controls. From control panel builds to projects requiring critical automation services and products, Kasa Controls and Automation has a wide breadth of experience and expertise to help you with your automation needs. Contact us for more information about any of our offerings.
https://intellifinishing.com/wp-content/uploads/2025/04/auto.jpg6001034Justin Smithhttps://www.intellifinishing.com/wp-content/uploads/2024/12/logo.pngJustin Smith2025-04-24 11:08:032025-06-19 15:39:47IntelliFinishing is a part of Kasa
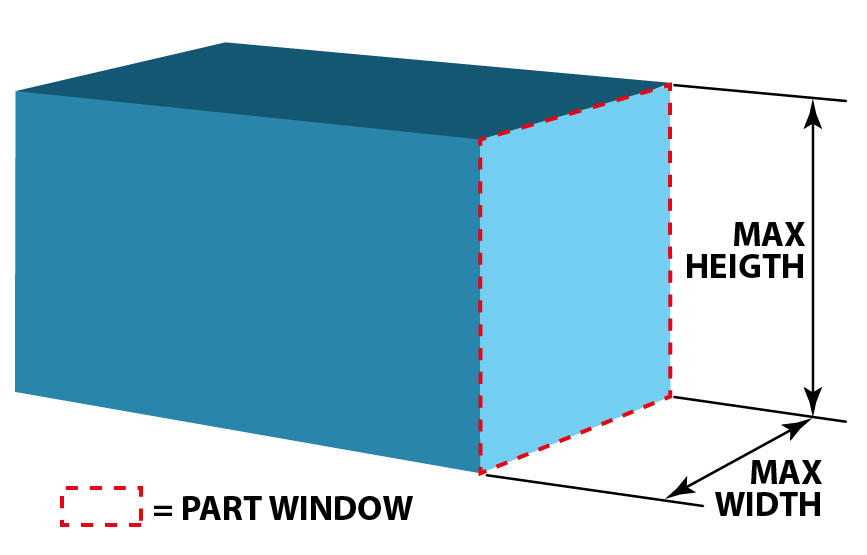
First, let’s define what a part window is. All conveyorized overhead finishing systems are designed to accommodate a maximum part in terms of height and width. Traditionally, this is the part window. The part window is not the same as the part opening. The part opening adds at least one-half foot to each dimension on all sides to the part window. In other words, suppose you have a five-foot-wide by a five-foot-tall part window. The part opening would be about six feet wide by six-foot-tall. This allows for at least six inches of clearance on all sides as parts move through the system.
For IntelliFinishing Systems, part windows are usually calculated to accommodate the largest single part or combined part dimensions. Typically, the tallest and widest parts are determined, and those dimensions define the part window. Often, this is the same part, but it could be several very different parts.
Another aspect to consider is the orientation of the part as they move through the system. We tend to think of the height of a part based upon how it is seen when in use, but parts do not necessarily have to travel through a system in the same orientation. They can be hung “on their sides” or at angles to fit a part window better.
Examining The Cost and Effectiveness of Part Window Size
In general, it’s somewhat less expensive for a part window to be taller rather than wider. It can also be more effective for some processes, such as a wash pretreatment, for the part window to be narrower so that spray nozzles can be closer to the parts and the center of the part window. Turning parts so they are taller and slimmer when on a system can be suitable for both system design and cost and process reasons.
Does part window size determine the initial costs of the system? Yes and no. Unusually large part windows can dramatically increase the price of a system once you get beyond a standard size. For example, if the width is much bigger than six feet or the height exceeds eight feet, the costs for process equipment can increase much faster than they would be leading up to this size.
Carrier length, of course, has a lot to do with the cost of the system. Larger carriers will cost more because each piece of process equipment needs to accommodate more extended potential parts. However, even more, important is simply throughput. Throughput for an IntelliFinishing system is usually expressed as carriers per hour. There is a direct and somewhat proportional relationship between carriers per hour and the total amount of conveyors, the cost and size of ovens, the number of booths, the size and style of pretreatment options, and the number of other system stations, for example, for loading, unloading, masking, etc.
To the height and width of a part, another consideration for an IntelliFinishing system is the maximum part length. Since an IntelliFinishing system utilizes carriers to transport components through the system, the carrier is often the same size as the most significant length part the system will be handling. So, let’s say a company’s longest part is 15 feet long, but they have many elements that are much smaller. The carrier is usually made to handle the longest part at 15 feet, and all pieces smaller than 15 feet can be mixed and matched on a carrier to fill up the volume.
What is the biggest part window an IntelliFinishing system can accommodate? We’ve not yet determined the limits of what our system can accommodate for a part window. With that being said, the largest part window we’ve installed to date was for gooseneck trailers that are up to 52 feet long, 9 feet wide, and could be up to about 9 feet tall. Systems could easily exceed these dimensions, and indeed some have been considered by potential customers and drafted up, but the system at Load Trail in Sulphur Springs, TX, is the largest part window…so far.
Can You Expand That Window Once The System Is Installed?
It’s not easy to expand the part window once a system is installed. The walls and openings of the process equipment are designed based on the part opening, and to make those openings larger would require cutting into that equipment. Some pieces of the system may be more forgiving in this regard than others. That said, there is always someone who finds a way to push the system’s limits. Another consideration on a part window is the impact on turns. Simply placing a wider or longer than usual part on a system may cause that part to run into structural elements designed to expect a narrower part. With an IntelliFinishing System, increasing the number of carriers per hour the system handles is possible, but expanding the part window is generally not done.
Contact IntelliFinishing Today
IntelliFinishing systems are designed to bring you greater efficiency, quality, and flexibility in your part finishing process. Determining the part window is often the first of many steps to design a system customized exclusively for your needs.
https://intellifinishing.com/wp-content/uploads/2025/04/part-window.jpg365980Justin Smithhttps://www.intellifinishing.com/wp-content/uploads/2024/12/logo.pngJustin Smith2025-04-24 11:08:032025-04-24 11:08:04How Important is Part Window in a Finishing System?
If you are involved in manufacturing, we don’t have to remind you that the COVID-19 pandemic caused increases in nearly all raw commodities, as well as significant strains on the supply chain. In particular, the price of steel dramatically increased the cost of finishing systems. Steel prices are up 219% since early 2020 according to the August article linked above. This obviously affects the cost of steel used in washers, ovens, booths, shotblasts, and conveyors.
Let’s take a look into the raw steel market and what that means for finishing systems.
The cost of steel is also influenced by economics both domestically and globally. Domestically these include the strength of the U.S. dollar, demand for steel in any product, and trade tariffs. Globally, these include the world’s economy, natural disasters, wars, and other political events.
The pandemic created a unique situation for the steel industry. Lockdowns, unemployment, and the uncertainty of COVID-19 saw the demand for steel to drastically drop. In February of 2021, it bottomed out before making a comeback in May.
When the lockdowns were lifted, demand picked up, but it wasn’t enough to fully help the steel industry fully recover. 2020 steeldemand dropped 15.3 percentfrom 2019, but prices have steadily increased since December of 2020.
So steel is affecting the costs of finishing systems, but another factor is also affecting systems that is not directly tied to the steel industry. That factor is the general disruption of the supply chain.
These include rather everyday system parts of any type. In fact, it’s somewhat difficult to predict what formally abundant supply chain parts might suddenly become scarce. Fanless PC’s for example, may be the new toilet paper! The scramble for us and other finishing system providers to find workarounds is constant and can add incrementally to the cost and timeline of any installation.
What This Means For The Cost of Finishing Systems
The most challenging aspect of the rapid rise in steel prices and the uncertainty of the supply chain for IntelliFinishing is that it’s much more difficult for us to do budgetary estimates and predict a timeline for installation. Traditionally, we base our budgetary quotes on our historical information on previous bids we’ve quoted, as well as those we’ve sold. We do it this way because it’s fast. We can usually do a draft layout of a system and offer a budgetary quote in just a few days, sometimes quicker.
Now, all of a sudden, our historical price data is way off. We’ve even had a few prospects who obtained budgetary quotes before the most recent run-up in steel prices, who were shocked at the prices for their formal quotes done just months later.
The alternative to using historical data for budgetary quoting is to actually get updated quotes from all system vendors based on their current costs for the materials required. This option, however, is often not very quick. All systems involve multiple vendors and some vendor quotes are contingent on other vendor quotes. Seeking pricing in this manner may add several weeks to a budgetary quote. Of course, this process is routine for formal quotes, because those quotes need to be very exact as customers will hopefully purchase the systems quoted. They aren’t just seeking an internal request for capital spending…they are wanting to buy the proposed system at a firm price.
One more troubling aspect of rapidly rising steel prices is that it gets much harder to hold on to the quoted price for any length of time. Vendors supplying steel equipment include strong language that the quote is only suitable for a relatively short period. Most quotes contained these timing clauses in the past, but since prices were stable, even if a quote decision came in after the proposal stated timeframe, the quoted price was generally honored. Now, it’s much more common for quotes to be requoted if a decision cannot be made in the stated proposal timeframe.
Will This Affect The Timeliness of IntelliFinishing Systems?
All this said, the rise in steel prices, the scarcity of steel, and the holes in supply chain for formally abundant parts, have not caused any delays in installations of IntelliFinishing systems so far.
More directly, simple demand for aspects of systems, including for quotes and installed systems has pushed out normal delivery timeframes somewhat. Everyone in the industry seems to be inordinately busy so far this year based on conversations we had with co-vendors and competitors at FabTech and other industry events. So, if you are considering a new finishing system and you suspect an IntelliFinishing system would be a good fit for you, we encourage you to seek us out as soon as possible to start that discussion. While you are at it, if you need to build new, or modify your existing facility, you should start looking for a general contractor as early as possible, too. We understand most of them are buried in work too!
https://intellifinishing.com/wp-content/uploads/2025/04/steel-ibeams.jpg13332000Justin Smithhttps://www.intellifinishing.com/wp-content/uploads/2024/12/logo.pngJustin Smith2025-04-24 11:08:032025-04-24 11:08:04Steel Prices and the Impact on Finishing Systems
A facility is never short on the need for service and support. With so many pieces of equipment and assets, it’s part of operations. However, not every supplier delivers responsive service and support. As a result, plants may encounter downtime, which can have huge financial impacts.
At Kasa, we don’t want our customers to face such challenges. Delivering support and service to our customers is a key value. We hope to share insights into what the process is like and what our customers can expect.
Scott Jensen, Service Warranty Engineer, provided his insights on the process and workflows of service interactions.
“The most common service calls are for parts orders, control panel drawing assistance, PLC logic troubleshooting, device parameter assistance, and system operation assistance.”
While the service calls are the same, Jensen did note that the difference is in who reaches out. For IntelliFinishing, it’s the maintenance personnel, and for Kasa, it’s the operators.
IntelliFinishing Offers 24/7 Support
When customers need our assistance, they can reach us at any time. During normal business hours, support engineers take calls immediately. After-hours, customers can escalate the situation if it’s time-sensitive and an on-call engineer is always available.
In a typical system assistance call situation, an engineer can use an Ethernet/VPN access to troubleshoot, looking at the same screens as would be available onsite on the HMI’s (human machine interfaces). They can check the alarms, current and historical, look at system logic, check sensor parameters, etc. Because our service team has remote access to the system, engineers can run a wide variety of diagnostics to identify most issues.
Jensen shared a story of a recent service call. The problem was a bottom reclaim gate that was opening and not closing properly. After looking at the HMI, he advised that the closed limit switch wasn’t functioning correctly. “I then found the manual for the gate actuator with the mechanical and electrical layout and sent it to the customer to correct the issue.”
Tracking Calls and Follow-Ups
To track calls and follow-ups, the team uses a proprietary support application. It includes time and data tracking that’s a visual representation of calls that are past due for resolution and a searchable database to check for repeated issues to find solutions quickly.
Ordering New Parts
The most common service calls for Kasa are for relays, position, temperature, and speed sensors as well as for power supplies. IntelliFinishing customers often call to request miscellaneous conveyor parts, mechanical switches, variable frequency drives, power supplies, fuses, proximity switches, and cables. Customers can order parts directly from us with a simple call.
In the parts ecosystem these days, all companies are dealing with supply chain issues. To counter this, Jensen explained that the company has diversified how they procure parts. They’ve also used their inventory of extra parts from system builds to fill some gaps that have occurred.
Customers Rely on Our Commitment to Service and Support
Service and support are vital to any relationship between provider and customer. It’s critical that our customers feel confident in our ability to do this well. Jensen shared what he hopes all customers can say about the experience, “We sincerely care about the issue, and want to assist our customers with a good outcome. We want them to feel more assured that the decision to purchase from us was a great one.”
SCADA (Supervisory Control Data Acquisition) systems, first used in the 1960s, are a critical part of most industrial and manufacturing plants. By using this technology, you can gather and analyze real-time data to monitor and control equipment. It has many applications across verticals, including food manufacturing, machining, grain handling, and anodizing.
SCADA is a software smart control system but different than PLC software (Programmable Logic Controller). SCADA sits one layer above the PLC. It feeds information to and from the system PLCs but also upstream to and from other database systems including manufacturing scheduling software and ERP systems.
SCADA and Finishing Systems
In many cases, automated finishing systems don’t have an optimized SCADA or even any sophisticated software. Several factors impact SCADA adoption. The finishing industry has been slow to upgrade because most companies who have automatic finishing systems use monorail conveyors. Monorails are durable and long-lasting, but they don’t require much programming sophistication. Monorail finishing systems are a very common traditional approach, and best for parts that are repetitive and relatively homogenous. However, for those who need to finish a wide variety of parts, a monorail isn’t always able to provide the process flexibility required.
Automated finishing systems that are able to provide part process flexibility use unique conveyors and SCADA to put all parts on the same system and change the recipe per part type. The SCADA also controls other functions, such as track switches, line spurs, and shuttle systems while allowing for differences in loading or unloading preferences, pre-treatments, finishes, and curing.
SCADA in Action
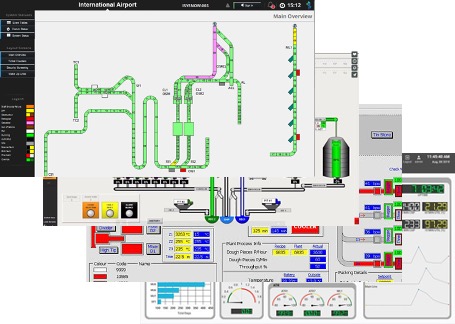
When using SCADA, you can see the entire process on the plant floor HMIs or on network connected computer screens. Often color-coding schemes enable you to determine the status of each carrier on the system but for more information you can also drill down into capabilities per location for real-time process status, order, part, and recipe data. Some customers even add note fields so that comments by loaders, for example, can be reviewed by downstream operators in booths or at unload. System operators can add to these notes and also look at the entire history of carriers processed, or by jobs, parts, timeframes, etc.
Timing for each process is often available on the main or sub-system control screens. For example, carriers in the cure oven may show that a set of parts have “five minutes left” before they move out of the oven into the cool down process and then to unload.
With larger systems, as the parts wind their way around the process, operators can focus on zones. Since each carrier is reporting data, you can see screen zones that are blocked or starved, indicating that some action needs to occur to remove the blockers.
A SCADA solution is flexible and agile, perfect for all types of systems. Each SCADA solution is customized to meet the individual process and desires of a finishing system.
Process Data Screen
Beyond the map view of the system, SCADA can also link in data from each set of process equipment. A typical screen could contain every load of product, the carrier, recipe name, the color, job(s), customer name, the loader, notes, load time, and current location. You can filter the data table by ranges of dates or times and then export a spreadsheet for further analysis.
Since the information updates in real-time, you’ll see color-coding used again to illustrate things like when expected cycle times are longer than usual.
Master Recipes
Another common screen for an IntelliFinishing system is for Master Recipes. This matrix example shows the recipe number and name, shot blast information, pretreating, dry oven, cure oven, and the recipe’s creation date. You can change these recipes as needed to meet new customer specifications, changing products, or new system wash chemistries, powders, paints, cure times, etc. When a trained operator makes changes to a specific recipe for a specific carrier, the SCADA makes sure it doesn’t affect the recipes of any other carrier on the system.
Wash Status
The Wash Status screen is present when you integrate SCADA with a wash software system. You can view each stage and tags that align with that station. It also shows the burner stages and information like temperatures, chemistry, water pressure, etc.
Dry/Gel Oven Status
Integrating with a dry-off and gel oven platform lets you see the target temperature versus the actual temperature. Additionally, you can view the general status and target versus the remaining timing.
Load and Alarm History
Load History holds all the data, current and historical, and highlights key metrics, including:
Total parts processed
Total square feet of parts processed
Average processing time
Average wash time
Total number of carriers for the day
You can download this as a report.
Alarm History is another important data collection element. Alarms also have color-coding to designate their severity. You can configure alarm screens by:
Current and historical
Escalation process (email or text notifications)
Sort, search, and filter functions
Auto-reporting emails at desired timeframes
HMI Displays
The HMI (Human Machine Interface) display loading and masking options for:
System or racking instructions or drawings
Part identifiers and specifications
Masking and labeling instructions and diagrams
Manuals
Work instructions
Data from multiple sources (i.e., websites, databases, documents, spreadsheets, PDFs, manuals, and sound or video files)
Using SCADA Data
Leveraging SCADA has even more data-driven benefits. Use it as a quality control logger that measures the part, carrier, or order.
The system also shows trends like production per day, week, month, or year-over-year from data analysis. You can also create preventive maintenance modules to track runtimes per motor, wheels, nozzles, heater units, and more.
Track energy by integrating with electrical and gas systems to calculate utility per carrier or part processing costs.
Other custom workflow systems can help you define labor cost per hour when integrating with an ERP, MES, or MRP platform.
If you have questions about SCADA options for a new finishing system and how to leverage them in your finishing processes, contact the experts at IntelliFinishing.
https://intellifinishing.com/wp-content/uploads/2025/04/scada.jpg6991200Justin Smithhttps://www.intellifinishing.com/wp-content/uploads/2024/12/logo.pngJustin Smith2025-04-24 11:08:032025-04-24 11:08:09SCADA and Finishing Systems: Gathering Real-Time Data and What to Do with It
When you make any new purchase, there’s always the consideration: ‘What else do I need?’ Batteries, for example, are necessary for so many things, from electronics to toys. In the world of automated paint systems, all those extras are a bit more complex. Many in the industry have questions about what’s part of the system and what’s not. To answer these burning questions, the IntelliFinishing Systems team put together this information for those that want to install our automated painting solutions.
Below, you’ll find three categories regarding the state of inclusion in this handy guide: Always/Almost Always, Sometimes, or Not Usually/Never.
Always/Almost Always Included
If needed for your finishing system, these components are usually part of the system.
First is a sophisticated control system. It integrates all the process equipment and the conveyor operation to enable tracking of every parts carrier. Each carrier can have different recipes to process a wider variety of parts versus other, more traditional conveyorized finishing systems.
Here are other individual elements that are usually part of the solution we provide.
Friction-tube conveyor system with column or ceiling support options
Pretreatment automated or manual wash systems
Dry off and cure ovens
Environmental rooms that surround booths with ideal HVAC conditions
An experienced project team overseeing all subs/vendors that also coordinates the project from start to finish
Booth, process equipment, and conveyor mechanical installations
RO (reverse osmosis) water system
Trash disposal
Fork-truck and scissor lift rental to facilitate system installation
Software licenses and potentially a virtual or physical server to host the operating system
Control Panels with VFDs (variable frequency drives), PLCs (programmable logic controllers), and internal wiring
HMI (human-machine interface) control panels and emergency stop stations to operate the system with networked office computer visibility into system operation
More elements almost always included if needed, such as:
Lifts at load or unload (if needed and/or for other reasons like to ascend or descend for high or low processes)
Cooling tunnels
VOC (volatile organic compound) flash chambers
Masking or QC platforms
Shot containment rooms
Sometimes Included but Often Purchased Independently
Next, let’s define the items that may come with the system, but many users of automated finishing systems purchase on their own.
Liquid or Powder Coating Booths
These booths include all application equipment. In our experience, most of our customers purchase these directly. We may supply only the booth in some scenarios, while users source application equipment from others. The application equipment consists of guns, reciprocators (and peripheral equipment to support the reciprocators), powder or liquid paint supply systems, mixing systems, a paint filter or reclaim system, etc.
Robots
We can provide robots if your powder coating or liquid coating solution specifies them. Typically, our customers purchase robots and software directly from the manufacturers. We then coordinate with that robotics company to exchange system data so that the robots are functional. Robot usage may involve loading and unloading as well as applying liquid or powder paint.
Shotblasts and Accessory Equipment
We usually quote the installation only in proposals, but we can source the shotblast, too.
Not Usually Included and Most Likely Require Third-Party Purchasing
The following pieces rarely are part of the systems we provide. However, they are typically necessary to deploy your painting system.
Wastewater systems to meet local ordinances
In-floor drain systems
Automated chemical dispensing systems (integration capabilities)
Compressed air systems
The building or space and a suitable slab foundation
Utilities: electrical, water, sewage, and natural gas service drops necessitate direct interaction with the local utilities
All local licensing requirements from the location’s municipality or region
Floor pitting and drainage systems
Floor surface preparation
Fire protection and suppression systems
Product racking
Burn off ovens or fluidized sand bends to clean off racking
Scissor lifts or gantry arm hoists or cranes for lifting items to load height
Paint testing equipment to meet paint application specifications
While you don’t need batteries for our systems, we’d certainly be happy to include them! From the lists above, you now have a better idea of all the necessary components for an IntelliFinishing automated painting system.
Learn more by watching our video highlighting our finishing systems for liquid and powder coating or for more information, contact us today.
https://intellifinishing.com/wp-content/uploads/2025/04/batteries-not-included.jpg426754Justin Smithhttps://www.intellifinishing.com/wp-content/uploads/2024/12/logo.pngJustin Smith2025-04-24 11:08:032025-04-24 11:08:11*Batteries Not Included: Explore What Comes with Automated Finishing Systems Before You Purchase
When companies want to build an automated finishing conveyor system, they usually haven’t scoped the layout. They come to the discussion with a general idea of where they want the system installed, be it an existing building or maybe plans to construct a new one.
In either scenario, the concept of how much space they need is often more realistic when they have experience with an overhead conveyorized finishing system. However, projections based on this refer to traditional conveyor capabilities versus friction-tube conveyors, which are more flexible in configuration possibilities. So, how does the desired footprint lead to the most accurate and suitable layout? Learn how we work with customers to do just that.
Gathering Data Is Key to Designing Conveyor Systems
When working with our team of experts, customers provide us with all the data points about the space and the throughput desired. It’s important to know that capacity drives the size of the system, as it determines cycle time.
Once the cycle, curing, and drying time for a carrier-based system is configured, we then calculate oven sizes. Cycle time also influences the number of load and unload stations, wash design, other pretreatment options, and booths.
Drafting the Layout Is a Collaborative Effort
Typically, we design the draft layout first. After that first iteration, based on the information we’ve gathered, it becomes a collaborative project. Even if your level of experience with conveyors is slim, your feedback is still critical.
Some customers take our layouts and sketch their own versions. In most cases, we go through several revisions based on reviews and discussions. That can lead to new ideas and options for the best, most-optimized layout for the business.
But even when the layout is in the final stage, the budget can still force cuts.
When Layouts and Budgets Don’t Align
In finalizing the conveyor system, you may have to make cuts to get the cost to reflect what you can spend.
For example, even though an IntelliFinishing system can fit in a smaller footprint than conventional systems, sometimes it still won’t fit in the space available. If such an issue arises, companies must make big decisions about space. They can expand the area or decrease the system capacity. In addition, there can be other tradeoffs in the process steps.
When costs begin to impact the usability and value of the system, you have another option. Because our conveyor systems have a bolted-together design, you can build them in phases. Saving costs isn’t the only reason to consider this approach. It can support growth in throughput over time. What’s vital to ensuring this works is to design the final layout and then return to the phased approach, leaving sufficient space.
Layouts Can Change After Purchase and Order
After the agreed-upon design, you still have the option to make changes. Layouts do require some adapting after purchase. The reasons behind that can be outside your control, such as learning there are structural impediments on a site visit. Another issue that pops up often is local ordinance requirements. Other times it comes down to logistics.
Recently, we worked on a project where the site location had sufficient utilities but not enough space for the material flow of items to and away from the system. The only solution was to move it to a different building. Another example is a project impacted by city restrictions on an area the client planned to build. Thus, they had to find a new location, which delayed the project for several months and altered the layout.
Challenges like these occur due to so many factors impacting conveyor design. Changes can even occur after placing the order and may require change order pricing to be issued.
That was the case for a project located near Atlanta. After engineering started, which is the first step in the process, the project engineer and the customer discussed loading and unloading. As a result of the conversation, the customer decided to add a lift at load, making it easier for workers to chain multiple products on the system. That modification raised the product slightly after products were hung.
So, what can you expect in the change process of designing and ordering?
Setting the Course: Expectations and Delays During Design and Ordering
Changes in the system design in the draft and formal quote stages are common. These design changes are much faster to render with budget quotes. Formal layouts and quotes are much more time consuming, sometimes taking weeks. Thus, the more you can work out the design in the draft, the better.
After purchase, design changes are rarer and mostly minor unless we identify a significant obstacle, such as some of the examples above. The consequence of changes can be delays, but not always. It depends on the complexity. There were no delays in the example above regarding adding the lift, as they still had to build the addition to their plant.
Delays in the process most often occur due to weather, local licenses and utilities, and building site construction challenges. Searching for a new location after discovering the one chosen wasn’t suitable can also cause delays. For a couple of recent orders that learned their initial building wouldn’t work, searching for a new building took months! Most post-purchase system modifications are minor and don’t affect system delivery time.
Ready to learn more about the IntelliFinishing powder coating conveyor system layout options? Explore all the possibilities.
https://intellifinishing.com/wp-content/uploads/2025/04/par-for-the-course.jpg7981200Justin Smithhttps://www.intellifinishing.com/wp-content/uploads/2024/12/logo.pngJustin Smith2025-04-24 11:08:032025-04-24 11:08:11Changing Course Is Par for the Course
We may request cookies to be set on your device. We use cookies to let us know when you visit our websites, how you interact with us, to enrich your user experience, and to customize your relationship with our website.
Click on the different category headings to find out more. You can also change some of your preferences. Note that blocking some types of cookies may impact your experience on our websites and the services we are able to offer.
Essential Website Cookies
These cookies are strictly necessary to provide you with services available through our website and to use some of its features.
Because these cookies are strictly necessary to deliver the website, refusing them will have impact how our site functions. You always can block or delete cookies by changing your browser settings and force blocking all cookies on this website. But this will always prompt you to accept/refuse cookies when revisiting our site.
We fully respect if you want to refuse cookies but to avoid asking you again and again kindly allow us to store a cookie for that. You are free to opt out any time or opt in for other cookies to get a better experience. If you refuse cookies we will remove all set cookies in our domain.
We provide you with a list of stored cookies on your computer in our domain so you can check what we stored. Due to security reasons we are not able to show or modify cookies from other domains. You can check these in your browser security settings.
Google Analytics Cookies
These cookies collect information that is used either in aggregate form to help us understand how our website is being used or how effective our marketing campaigns are, or to help us customize our website and application for you in order to enhance your experience.
If you do not want that we track your visit to our site you can disable tracking in your browser here:
Other external services
We also use different external services like Google Webfonts, Google Maps, and external Video providers. Since these providers may collect personal data like your IP address we allow you to block them here. Please be aware that this might heavily reduce the functionality and appearance of our site. Changes will take effect once you reload the page.
Google Webfont Settings:
Google Map Settings:
Google reCaptcha Settings:
Vimeo and Youtube video embeds:
Other cookies
The following cookies are also needed - You can choose if you want to allow them:
Privacy Policy
You can read about our cookies and privacy settings in detail on our Privacy Policy Page.






 For IntelliFinishing Systems, part windows are usually calculated to accommodate the largest single part or combined part dimensions. Typically, the tallest and widest parts are determined, and those dimensions define the part window. Often, this is the same part, but it could be several very different parts.
For IntelliFinishing Systems, part windows are usually calculated to accommodate the largest single part or combined part dimensions. Typically, the tallest and widest parts are determined, and those dimensions define the part window. Often, this is the same part, but it could be several very different parts. What is the biggest part window an IntelliFinishing system can accommodate? We’ve not yet determined the limits of what our system can accommodate for a part window. With that being said, the largest part window we’ve installed to date was for gooseneck trailers that are up to 52 feet long, 9 feet wide, and could be up to about 9 feet tall. Systems could easily exceed these dimensions, and indeed some have been considered by potential customers and drafted up, but the system at
What is the biggest part window an IntelliFinishing system can accommodate? We’ve not yet determined the limits of what our system can accommodate for a part window. With that being said, the largest part window we’ve installed to date was for gooseneck trailers that are up to 52 feet long, 9 feet wide, and could be up to about 9 feet tall. Systems could easily exceed these dimensions, and indeed some have been considered by potential customers and drafted up, but the system at  When the lockdowns were lifted, demand picked up, but it wasn’t enough to fully help the steel industry fully recover. 2020 steel
When the lockdowns were lifted, demand picked up, but it wasn’t enough to fully help the steel industry fully recover. 2020 steel system and offer a budgetary quote in just a few days, sometimes quicker.
system and offer a budgetary quote in just a few days, sometimes quicker. 
 Beyond the map view of the system, SCADA can also link in data from each set of process equipment. A typical screen could contain every load of product, the carrier, recipe name, the color, job(s), customer name, the loader, notes, load time, and current location. You can filter the data table by ranges of dates or times and then export a spreadsheet for further analysis.
Beyond the map view of the system, SCADA can also link in data from each set of process equipment. A typical screen could contain every load of product, the carrier, recipe name, the color, job(s), customer name, the loader, notes, load time, and current location. You can filter the data table by ranges of dates or times and then export a spreadsheet for further analysis. HMI Displays
HMI Displays Always/Almost Always Included
Always/Almost Always Included Sometimes Included but Often Purchased Independently
Sometimes Included but Often Purchased Independently Not Usually Included and Most Likely Require Third-Party Purchasing
Not Usually Included and Most Likely Require Third-Party Purchasing
