When does it make “cents” to stop outsourcing and build an in-house automated finishing system?
Good question. It starts with knowing how much you currently spend and how much throughput volume you may need in the future. How much do you spend now on outsourcing your part finishing?
Many manufacturers outsource some to all of their finishing, be it powder coating or liquid finishing, because they want to leave it up to “experts,” don’t have space for a system, and desire to concentrate on what they do best, like fabricating and assembling final products. They could also have unusual or rarely needed parts that simply cannot be done on their in-house systems.
Let’s just assume you are outsourcing your finishing because your need for it started out small but has grown over time. At this point, you mainly do it because, “It’s what we’ve always done.” Maybe it’s time to start working on a business case that would let you know if you’re ready for your own system!
Let’s also throw some hypothetical numbers at this issue.
 Imagine your outsourcing of finishing has grown over the years to about $1 million per year with local (or maybe distant) custom-coaters. How much money could an automated, in-house system save you per year that would justify the relatively large capital expenditure?
Imagine your outsourcing of finishing has grown over the years to about $1 million per year with local (or maybe distant) custom-coaters. How much money could an automated, in-house system save you per year that would justify the relatively large capital expenditure?
As a starting place, would it make sense that you would at least save the gross profit margin your custom-coaters are currently collecting from you? (For this article, we’ll ignore the fact that bringing finishing in-house is also likely to decrease total WIP, greatly decrease re-work, improve turn times, and save on transportation costs, too.)
Obviously, that gross margin varies depending on product, unique challenges, etc., but let’s sling a guess at it.
IntelliFinishing’s parent company (Kasa) operated a relatively large fabrication and coating company called KasaFab for many years before selling it to a local manufacturer.
Our former VP of that company still works for Kasa, and he said, “On small-quantity powder work, we would charge a pretty high margin of 60 to 65%. On large-quantity work, we would shoot for 50 to 55%.”
Now, maybe your custom coater doesn’t get as much margin as our former KasaFab operation. This might be because there are more competitors in your market. After all, KasaFab (now Vortex Fab) is the only large fabricator for at least 50 miles or more in any direction. It is in the middle of Kansas!
Meanwhile, I’ve also heard it said by longtime experts in the field that you should be able to save at least 20 to 40% by bringing coating in-house.
So, let’s start conservatively and imagine a savings of only 25% to represent the gross margin your custom coater is charging. This means a new automated system should save you at least $250,000 per year, assuming the previous assumption of $1 million per year being outsourced.
 Depending on the types of product you need coated, even a relatively traditional monorail could be paid for in about two to four years for this amount of savings. After that, it would be savings that go to your bottom-line profits. Most simple monorail systems likely cost between $500,000 and $2,000,000, but this is entirely dependent on process requirements for pre-finish steps such as shot-blasting, washing, and dry-off ovens, as well as for the type of booths and cure ovens and specific conveyor requirements for the part dimensions and weight considerations.
Depending on the types of product you need coated, even a relatively traditional monorail could be paid for in about two to four years for this amount of savings. After that, it would be savings that go to your bottom-line profits. Most simple monorail systems likely cost between $500,000 and $2,000,000, but this is entirely dependent on process requirements for pre-finish steps such as shot-blasting, washing, and dry-off ovens, as well as for the type of booths and cure ovens and specific conveyor requirements for the part dimensions and weight considerations.
However, for an IntelliFinishing System, it’s a little more complicated. Our systems are much more flexible than monorail systems in that we can accommodate processes for a much wider variation of parts. IntelliFinishing systems use a friction tube conveyor that allows for control of every section of track, so every carrier can, in effect, be given a different process recipe (video: www.intellifinishing.com/part-recipes).
We also have a sophisticated software control system to integrate each independently operated section of track to keep items moving as per the recipe, yet also keep carriers from bumping into each other. Consequently, the conveyor and controls are somewhat more expensive than monorail systems, but often highly competitive with power & free chain-based systems.
Therefore, most IntelliFinishing systems installed have cost between $1,500,000 and $10,000,000, with an average of about $3,000,000.
But, here’s the kicker! An IntelliFinishing System is usually way less expensive to operate. Here’s a link to an article we recently published that explains why this is the case.
Since any custom-coater you are likely to use is unlikely to have an IntelliFinishing System, any manufacturer who installs an IntelliFinishing system is very likely to save much more than just the gross margin.
If the IntelliFinishing technology makes sense for your company based on the parts needing finished or your volume, then the “$1 million outsourcer” example we have suggested could save up to 60% compared to outsourcing. Thus, $600,000 per year saved could finance a much more economical IntelliFinishing system very quickly!
Of course, there may be other considerations. Do you have space for a system? If so, great! If you’re unsure, talk to us. Our system often saves 25 to 40% in footprint depending on the nature of your parts and processes. If you need to build or lease a new space, you will obviously need to include those costs in your calculations, too.
 Ultimately, this is just a first-cut calculation to begin the process of considering a new finishing system. If your calculus indicates you might benefit from a system, the next step is to start finding a vendor to draft up a layout and determine a budgetary or formal quote.
Ultimately, this is just a first-cut calculation to begin the process of considering a new finishing system. If your calculus indicates you might benefit from a system, the next step is to start finding a vendor to draft up a layout and determine a budgetary or formal quote.
But, before you decide to go with any one system, I’d also like to suggest you figure out your likely actual costs of having and running a new finishing system. You should do this from the ground up. The costs would include system and building utilities, building lease or purchase costs, depreciation considerations, manpower to operate the system, possible restructuring of existing processes and flow, and, of course, paint or powder costs, maintenance, etc.
If you are ready to consider bringing finishing in-house and are wondering if an IntelliFinishing system might be a good fit for you, check out our website and watch a few of our videos, then contact us. We will be happy to help you not only figure out a potential system, but also to help you with your cost justifications.
 In this feature article, Finishing Systems & Statistics in Powder Coated Tough magazine, IntelliFinishing’s John Claman discusses basic statistical metrics and tools that may be useful in the finishing industry. Process, throughput and product metrics are some of the measurements covered in the article.
In this feature article, Finishing Systems & Statistics in Powder Coated Tough magazine, IntelliFinishing’s John Claman discusses basic statistical metrics and tools that may be useful in the finishing industry. Process, throughput and product metrics are some of the measurements covered in the article. However, this dip in demand has us here at IntelliFinishing, along with our system partners, raring to go.
However, this dip in demand has us here at IntelliFinishing, along with our system partners, raring to go. Of course, each situation is unique and would require in-depth analysis, but why not check into bringing your outsourcing in-house? (More on this topic in the coming weeks!) You’d also likely see far less rejects and defects, a reduction in transportation costs, faster turn times, less WIP, and better finish quality.
Of course, each situation is unique and would require in-depth analysis, but why not check into bringing your outsourcing in-house? (More on this topic in the coming weeks!) You’d also likely see far less rejects and defects, a reduction in transportation costs, faster turn times, less WIP, and better finish quality. And, finally, if you have or are considering a system that consumes a larger facility footprint than an IntelliFinishing System can provide, you are missing an opportunity to use that space for other revenue producing activities or to have a smaller facility that costs less to build, own or lease.
And, finally, if you have or are considering a system that consumes a larger facility footprint than an IntelliFinishing System can provide, you are missing an opportunity to use that space for other revenue producing activities or to have a smaller facility that costs less to build, own or lease. Traditional, chain-driven automated powder finishing systems are usually welded together and set to function at a certain line speed. Because of this, it’s difficult to expand the throughput and increase production. You could try to increase the line speed, but then you’d be increasing the speed of all the system processes. In most cases, that means disaster.
Traditional, chain-driven automated powder finishing systems are usually welded together and set to function at a certain line speed. Because of this, it’s difficult to expand the throughput and increase production. You could try to increase the line speed, but then you’d be increasing the speed of all the system processes. In most cases, that means disaster. An IntelliFinishing automated finishing system is the perfect solution for having a modular, modifiable finishing system that can double its throughput.
An IntelliFinishing automated finishing system is the perfect solution for having a modular, modifiable finishing system that can double its throughput. To address these needs, JR Custom chose to fit a new Parker Ionics Prime Coat booth into the company’s existing finishing system.
To address these needs, JR Custom chose to fit a new Parker Ionics Prime Coat booth into the company’s existing finishing system.
 Weather
Weather Equipment Purchases from Vendors Not on the Main System Contract
Equipment Purchases from Vendors Not on the Main System Contract Local Licenses and Utilities
Local Licenses and Utilities  Building Site Construction Delays
Building Site Construction Delays Really Unexpected Situations
Really Unexpected Situations 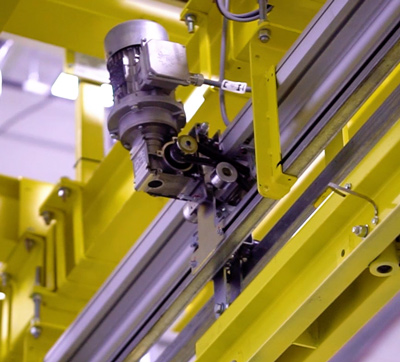 With an IntelliFinishing system, part sway is greatly reduced via the use of variable frequency drive, or VFD, control.
With an IntelliFinishing system, part sway is greatly reduced via the use of variable frequency drive, or VFD, control. For most systems, it takes the same amount of wash spray and time in the oven or booth to process a dense set of parts hung on a carrier compared to a lightly loaded carrier. This means that, when you can get greater part density, you can boost production without decreasing efficiency, which translates to heightened productivity. For a recent client, we were able to calculate a 20% increase in throughput per hour, simply by assuming the capacity to increase the density of parts on an IntelliFinishing System compared to traditional finishing system carrier loads.
For most systems, it takes the same amount of wash spray and time in the oven or booth to process a dense set of parts hung on a carrier compared to a lightly loaded carrier. This means that, when you can get greater part density, you can boost production without decreasing efficiency, which translates to heightened productivity. For a recent client, we were able to calculate a 20% increase in throughput per hour, simply by assuming the capacity to increase the density of parts on an IntelliFinishing System compared to traditional finishing system carrier loads.
 Finally, there are VFDs. Mountable in a motor control center or standalone, VFDs allow for the adjustment of motor speed over time, providing finer control while still realizing the benefits of less wear and tear on the motor.
Finally, there are VFDs. Mountable in a motor control center or standalone, VFDs allow for the adjustment of motor speed over time, providing finer control while still realizing the benefits of less wear and tear on the motor. Ultimately, using a VFD on each motor controlling a section of friction tube conveyor on an IntelliFinishing system allows users to increase part density per carrier. This means more throughput in less time. This could amount to as much as 20% more throughput! Combined with the fact that most IntelliFinishing systems are monoplane in design, there are simply far fewer chances parts will bump each other as they wander through pressure washes, shot blasts, ovens, and booths for the typical finishing system set of processes.
Ultimately, using a VFD on each motor controlling a section of friction tube conveyor on an IntelliFinishing system allows users to increase part density per carrier. This means more throughput in less time. This could amount to as much as 20% more throughput! Combined with the fact that most IntelliFinishing systems are monoplane in design, there are simply far fewer chances parts will bump each other as they wander through pressure washes, shot blasts, ovens, and booths for the typical finishing system set of processes. “Automating the coating process provides many benefits such as reduced labor, consistent quality, improved throughput, control over powder usage, and less waste.” Although, using robots sometimes presents challenges and for Hyster-Yale their biggest hurdle is part programming. “At this plant, we produce a wide array of products so many of the components we are powder-coating have many variants. Programming each specific robot path takes time and requires individuals with a very special skill set,” explains Wasson.
“Automating the coating process provides many benefits such as reduced labor, consistent quality, improved throughput, control over powder usage, and less waste.” Although, using robots sometimes presents challenges and for Hyster-Yale their biggest hurdle is part programming. “At this plant, we produce a wide array of products so many of the components we are powder-coating have many variants. Programming each specific robot path takes time and requires individuals with a very special skill set,” explains Wasson. Another customer, Bret Albers, Owner of Albers Finishing & Solutions, recalled their experience with using robots for their liquid painting system. He explains the biggest benefits of using robots are the consistent quality and quicker throughput, “The end result is minimal time in the booth without sacrificing finish quality.” Additionally, he explains that the IntelliFinishing system integrates extremely well with the robotics, which makes it easier to operate, control, and visually see what’s going on with the flight bars.
Another customer, Bret Albers, Owner of Albers Finishing & Solutions, recalled their experience with using robots for their liquid painting system. He explains the biggest benefits of using robots are the consistent quality and quicker throughput, “The end result is minimal time in the booth without sacrificing finish quality.” Additionally, he explains that the IntelliFinishing system integrates extremely well with the robotics, which makes it easier to operate, control, and visually see what’s going on with the flight bars. However, all customized automated finishing systems are expensive, likely costing your organization anywhere from $1 million to many millions in capital investment. While this investment will result in significant ROI and a lower lifetime cost of ownership, it’s still important to go see systems at work, especially if you don’t currently have an automated finishing system, before you even fully define your specifications.
However, all customized automated finishing systems are expensive, likely costing your organization anywhere from $1 million to many millions in capital investment. While this investment will result in significant ROI and a lower lifetime cost of ownership, it’s still important to go see systems at work, especially if you don’t currently have an automated finishing system, before you even fully define your specifications. This allows you to cater to parts that require longer cure or paint times than others. Have extra-long parts that need to be finished in a relatively small space? A shuttle system can help to avoid large radius turns. Do you feel like your processes could change over time? IntelliFinishing systems can expand or be modified, and they’re never stuck at one speed or inextricably linked to every other process.
This allows you to cater to parts that require longer cure or paint times than others. Have extra-long parts that need to be finished in a relatively small space? A shuttle system can help to avoid large radius turns. Do you feel like your processes could change over time? IntelliFinishing systems can expand or be modified, and they’re never stuck at one speed or inextricably linked to every other process.