Why Modular Conveyor Design Matters More Than Ever in Modern Finishing Systems
In today’s manufacturing environment, change is no longer the exception—it’s the rule. Product mixes evolve, volume requirements fluctuate, and process parameters such as wash chemistry or cure time are routinely adjusted. For finishing operations, the ability to adapt without sacrificing up time has become a critical competitive advantage. That’s where IntelliFinishing’s modular conveyor approach makes a meaningful difference.
Recently, IntelliFinishing team members sat down to discuss the philosophy behind modular conveyor design and why it delivers long-term value to customers across automotive, custom manufacturing, and other demanding industries. The conversation highlighted a simple truth: finishing systems must be designed for change, not just day-one performance.
To see the first of several videos on this topic, click here: A Walkthrough of Our Modular System Design with Tom Robertson, President of IntelliTrak
Designing for Change, Not Just Startup
According to Tom Robertson, modularity is foundational to how IntelliFinishing approaches system design. The industries IntelliFinishing serves rarely remain static over the life of a program. New part numbers are introduced, existing parts change, and production demands increase or shift over time.
Traditional welded or chain-based conveyor systems can struggle in this reality. Making even small modifications often requires significant downtime—breaking chain, recalculating pull forces, or adding additional drives. These disruptions can ripple across an operation, impacting throughput, labor, and delivery commitments.
By contrast, IntelliFinishing systems are built around a bolt-together, modular architecture. This allows sections of the conveyor to be added, removed, or reconfigured with far less disruption. In many cases, changes can be implemented during non-production hours—often over a weekend—without extended shutdowns.
For customers, this translates into a system that evolves alongside their business instead of becoming an obstacle to growth.
The Advantage of Chainless, Zone-Controlled Conveyance
One of the key differences between IntelliFinishing systems and traditional power-and-free conveyors is the absence of a continuous chain. IntelliFinishing uses a friction-driven, chainless conveyor that allows individual zones or lanes to operate independently.
This opens the door to several powerful advantages:
- Reduced downtime during changes: Because the system isn’t dependent on a single continuous chain, maintenance or upgrades can often be performed in one area while production continues in another using bypass lanes.
- Simpler system expansions: Adding switches, spurs, or new process steps doesn’t require extensive re-engineering of the entire conveyor.
- Greater process flexibility: Parts can stop, accumulate, change speed, or even reverse direction without impacting the rest of the line.
As Tom explained in the discussion, this flexibility dramatically reduces the downtime typically associated with process changes in traditional systems.
A Cleaner, Quieter Finishing Environment
For customers seeing IntelliFinishing systems for the first time, one of the most common reactions is surprise at how clean and quiet the environment is—especially compared to legacy paint lines.
Chain-driven systems require constant lubrication. Over time, grease, oil, and debris become part of the environment, which is far from ideal in a coating operation. IntelliFinishing’s chainless design eliminates these issues entirely.
Most components are sealed for life, requiring no routine lubrication. The only regular greasing occurs at a small number of trolley load wheels—an intentionally minimal maintenance requirement.
The benefits go beyond cleanliness:
- Lower noise levels improve operator comfort and safety.
- Reduced airborne contaminants support higher coating quality.
- A facility that looks new longer, even after years of operation.
It’s not uncommon for customers to assume a system has just been installed—only to learn it has been running reliably for five years or more.
Energy Efficiency Built Into the Design
Another advantage of IntelliFinishing’s modular, zone-based approach is energy efficiency. Traditional conveyors often run continuously, even when no parts are moving. IntelliFinishing systems don’t operate that way.
With zone control, the conveyor only runs where parts are present. If a zone is empty, it simply doesn’t run. This reduces noise, cuts energy consumption, and minimizes wear on components.
The friction-based drive system further reduces mechanical complexity. With no metal-on-metal contact, wear is lower, and the system operates smoothly and quietly—another benefit noticed immediately by both operators and plant managers.
A Long-Term Investment That Stays Flexible
The biggest takeaway from the conversation is that modular design isn’t just a convenience—it’s a strategic advantage. Finishing systems are long-term investments, often expected to support multiple product generations over decades.
By building systems that are:
- Modular
- Scalable
- Clean
- Low-maintenance
- Energy-efficient
IntelliFinishing ensures customers aren’t locked into yesterday’s production requirements.
Instead, they gain a finishing system that adapts, expands, and evolves—without costly downtime or major rework.
In an industry where change is inevitable, modular design isn’t just smart engineering. It’s smart business.
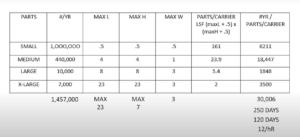






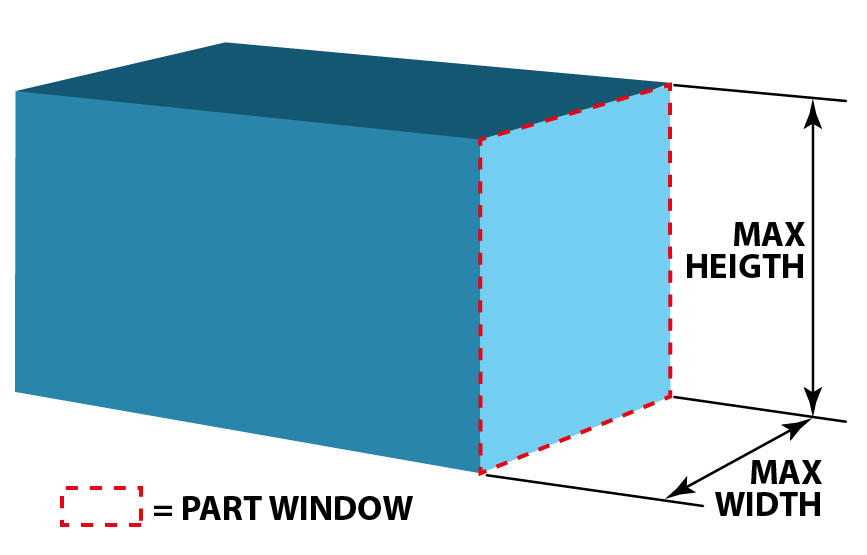 For IntelliFinishing Systems, part windows are usually calculated to accommodate the largest single part or combined part dimensions. Typically, the tallest and widest parts are determined, and those dimensions define the part window. Often, this is the same part, but it could be several very different parts.
For IntelliFinishing Systems, part windows are usually calculated to accommodate the largest single part or combined part dimensions. Typically, the tallest and widest parts are determined, and those dimensions define the part window. Often, this is the same part, but it could be several very different parts. What is the biggest part window an IntelliFinishing system can accommodate? We’ve not yet determined the limits of what our system can accommodate for a part window. With that being said, the largest part window we’ve installed to date was for gooseneck trailers that are up to 52 feet long, 9 feet wide, and could be up to about 9 feet tall. Systems could easily exceed these dimensions, and indeed some have been considered by potential customers and drafted up, but the system at
What is the biggest part window an IntelliFinishing system can accommodate? We’ve not yet determined the limits of what our system can accommodate for a part window. With that being said, the largest part window we’ve installed to date was for gooseneck trailers that are up to 52 feet long, 9 feet wide, and could be up to about 9 feet tall. Systems could easily exceed these dimensions, and indeed some have been considered by potential customers and drafted up, but the system at  When the lockdowns were lifted, demand picked up, but it wasn’t enough to fully help the steel industry fully recover. 2020 steel
When the lockdowns were lifted, demand picked up, but it wasn’t enough to fully help the steel industry fully recover. 2020 steel system and offer a budgetary quote in just a few days, sometimes quicker.
system and offer a budgetary quote in just a few days, sometimes quicker. 