SCADA (Supervisory Control Data Acquisition) systems, first used in the 1960s, are a critical part of most industrial and manufacturing plants. By using this technology, you can gather and analyze real-time data to monitor and control equipment. It has many applications across verticals, including food manufacturing, machining, grain handling, and anodizing.
SCADA is a software smart control system but different than PLC software (Programmable Logic Controller). SCADA sits one layer above the PLC. It feeds information to and from the system PLCs but also upstream to and from other database systems including manufacturing scheduling software and ERP systems.
SCADA and Finishing Systems
In many cases, automated finishing systems don’t have an optimized SCADA or even any sophisticated software. Several factors impact SCADA adoption. The finishing industry has been slow to upgrade because most companies who have automatic finishing systems use monorail conveyors. Monorails are durable and long-lasting, but they don’t require much programming sophistication. Monorail finishing systems are a very common traditional approach, and best for parts that are repetitive and relatively homogenous. However, for those who need to finish a wide variety of parts, a monorail isn’t always able to provide the process flexibility required.
Automated finishing systems that are able to provide part process flexibility use unique conveyors and SCADA to put all parts on the same system and change the recipe per part type. The SCADA also controls other functions, such as track switches, line spurs, and shuttle systems while allowing for differences in loading or unloading preferences, pre-treatments, finishes, and curing.
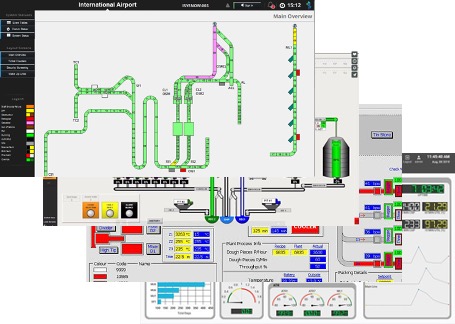
SCADA in Action
When using SCADA, you can see the entire process on the plant floor HMIs or on network connected computer screens. Often color-coding schemes enable you to determine the status of each carrier on the system but for more information you can also drill down into capabilities per location for real-time process status, order, part, and recipe data. Some customers even add note fields so that comments by loaders, for example, can be reviewed by downstream operators in booths or at unload. System operators can add to these notes and also look at the entire history of carriers processed, or by jobs, parts, timeframes, etc.
Timing for each process is often available on the main or sub-system control screens. For example, carriers in the cure oven may show that a set of parts have “five minutes left” before they move out of the oven into the cool down process and then to unload.
With larger systems, as the parts wind their way around the process, operators can focus on zones. Since each carrier is reporting data, you can see screen zones that are blocked or starved, indicating that some action needs to occur to remove the blockers.
A SCADA solution is flexible and agile, perfect for all types of systems. Each SCADA solution is customized to meet the individual process and desires of a finishing system.
Process Data Screen
 Beyond the map view of the system, SCADA can also link in data from each set of process equipment. A typical screen could contain every load of product, the carrier, recipe name, the color, job(s), customer name, the loader, notes, load time, and current location. You can filter the data table by ranges of dates or times and then export a spreadsheet for further analysis.
Beyond the map view of the system, SCADA can also link in data from each set of process equipment. A typical screen could contain every load of product, the carrier, recipe name, the color, job(s), customer name, the loader, notes, load time, and current location. You can filter the data table by ranges of dates or times and then export a spreadsheet for further analysis.
Since the information updates in real-time, you’ll see color-coding used again to illustrate things like when expected cycle times are longer than usual.
Master Recipes
Another common screen for an IntelliFinishing system is for Master Recipes. This matrix example shows the recipe number and name, shot blast information, pretreating, dry oven, cure oven, and the recipe’s creation date. You can change these recipes as needed to meet new customer specifications, changing products, or new system wash chemistries, powders, paints, cure times, etc. When a trained operator makes changes to a specific recipe for a specific carrier, the SCADA makes sure it doesn’t affect the recipes of any other carrier on the system.
Wash Status
The Wash Status screen is present when you integrate SCADA with a wash software system. You can view each stage and tags that align with that station. It also shows the burner stages and information like temperatures, chemistry, water pressure, etc.
Dry/Gel Oven Status
Integrating with a dry-off and gel oven platform lets you see the target temperature versus the actual temperature. Additionally, you can view the general status and target versus the remaining timing.
Load and Alarm History
Load History holds all the data, current and historical, and highlights key metrics, including:
- Total parts processed
- Total square feet of parts processed
- Average processing time
- Average wash time
- Total number of carriers for the day
You can download this as a report.
Alarm History is another important data collection element. Alarms also have color-coding to designate their severity. You can configure alarm screens by:
- Current and historical
- Escalation process (email or text notifications)
- Sort, search, and filter functions
- Auto-reporting emails at desired timeframes
 HMI Displays
HMI Displays
The HMI (Human Machine Interface) display loading and masking options for:
- System or racking instructions or drawings
- Part identifiers and specifications
- Masking and labeling instructions and diagrams
- Manuals
- Work instructions
- Data from multiple sources (i.e., websites, databases, documents, spreadsheets, PDFs, manuals, and sound or video files)
Using SCADA Data
Leveraging SCADA has even more data-driven benefits. Use it as a quality control logger that measures the part, carrier, or order.
The system also shows trends like production per day, week, month, or year-over-year from data analysis. You can also create preventive maintenance modules to track runtimes per motor, wheels, nozzles, heater units, and more.
Track energy by integrating with electrical and gas systems to calculate utility per carrier or part processing costs.
Other custom workflow systems can help you define labor cost per hour when integrating with an ERP, MES, or MRP platform.
If you have questions about SCADA options for a new finishing system and how to leverage them in your finishing processes, contact the experts at IntelliFinishing.
 Always/Almost Always Included
Always/Almost Always Included Sometimes Included but Often Purchased Independently
Sometimes Included but Often Purchased Independently Not Usually Included and Most Likely Require Third-Party Purchasing
Not Usually Included and Most Likely Require Third-Party Purchasing








